全因子試驗設計及MiniTab操作October19,20242Content1
Stage-1:Define1
Stage-1:Define–DOEcharter–ProblemStatement–VOC/KPOV/KPIV22
Stage-2:Measure:
Stage-2:Measure:–MSAPlan–Datacollection–MSAEvaluation3
Stage-3:Analyze3
Stage-3:Analyze–Cause&effectDiagram–PFMEA–FactorScreening4
Stage-4:Improve:4
Stage-4:Improve:–DOEdesign–DOEExecutionandAnalysis–ModelSimplificationandAnalysis–MathModuleBuilding–ParameterOptimization5
Stage-5:Control5
Stage-5:Control–PilotRun–NormalTest–CPK–StandardizationOctober19,20243Stage-1:Define1
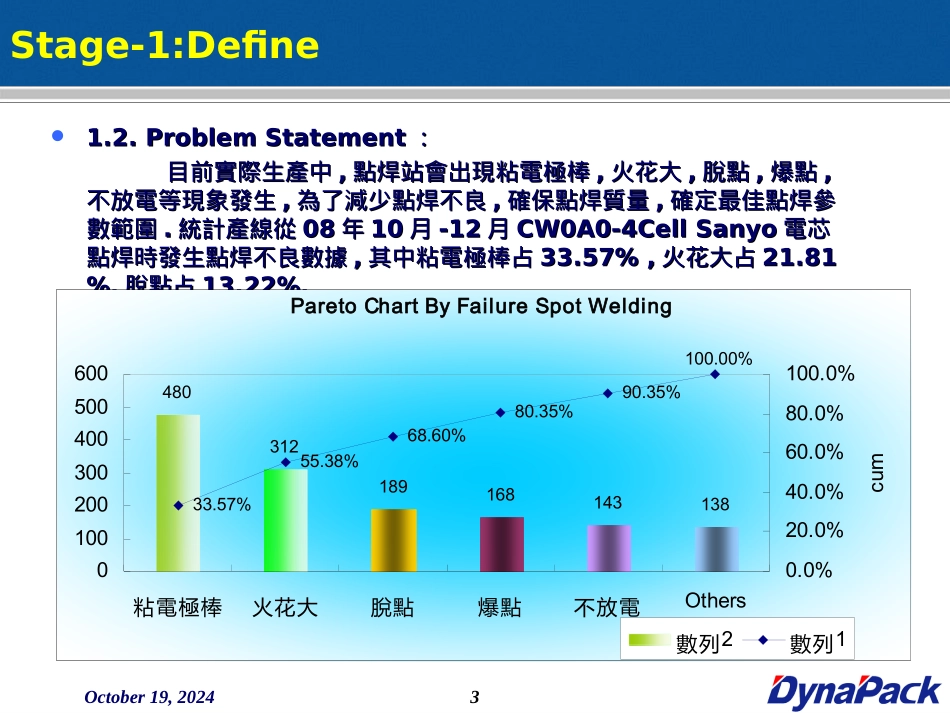
ProblemStatement1
ProblemStatement::目前實際生產中目前實際生產中,,點焊站會出現粘電極棒點焊站會出現粘電極棒,,火花大火花大,,脫點脫點,,爆點爆點,,不放電等現象發生不放電等現象發生,,為了減少點焊不良為了減少點焊不良,,確保點焊質量確保點焊質量,,確定最佳點焊參確定最佳點焊參數範圍數範圍
統計產線從統計產線從0808年年1010月月-12-12月月CW0A0-4CellSanyoCW0A0-4CellSanyo電芯電芯點焊時發生點焊不良數據點焊時發生點焊不良數據,,其中粘電極棒占其中粘電極棒占33
57%,33