141 第六章数控机床的自动换刀装置第一节自动换刀装置的形式数控机床为了能在工件一次装夹中完成多种甚至所有加工工序,以缩短辅助时间和减少多次安装工件所引起的误差,必须带有自动换刀装置
数控车床上的回转刀架就是一种简单的自动换刀装置,所不同的是在多工序数控机床出现之后,逐步发展和完善了各类回转刀具的自动换刀装置,扩大了换刀数量,从而能实现更为复杂的换刀操作
在自动换刀数控机床上,对自动换刀装置的基本要求是:换刀时间短,刀具重复定位精度高, 有足够的刀具存储量, 刀库占地面积小及安全可靠等
各类数控机床的自动换刀装置的结构取决于机床的形式、工艺范围及其刀具的种类和数量
其基本类型有以下几种
一、转刀架换刀回转刀架是一种最简单的自动换刀装置,常用于数控车床
可以设计成四方刀架、六角刀架或圆盘式轴向装刀刀架等多种形式
回转刀架上分别安装着四把、六把或更多的刀具,并按数控装置的指令换刀
回转刀架在结构上必须具有良好的强度和刚度,以承受粗加工时的切削抗力
由于车削加工精度在很大程度上取决于刀尖位置,对于数控车床来说,加工过程中刀具位置不进行人工调整,因此更有必要选择可靠的定位方案和合理的定位结构,以保证回转刀架在每次转位之后,具有尽可能高的重复定位精度(一般为0
001 ~0
005mm)
一般情况下,回转刀架的换刀动作包括刀架抬起、刀架转位及刀架压紧等
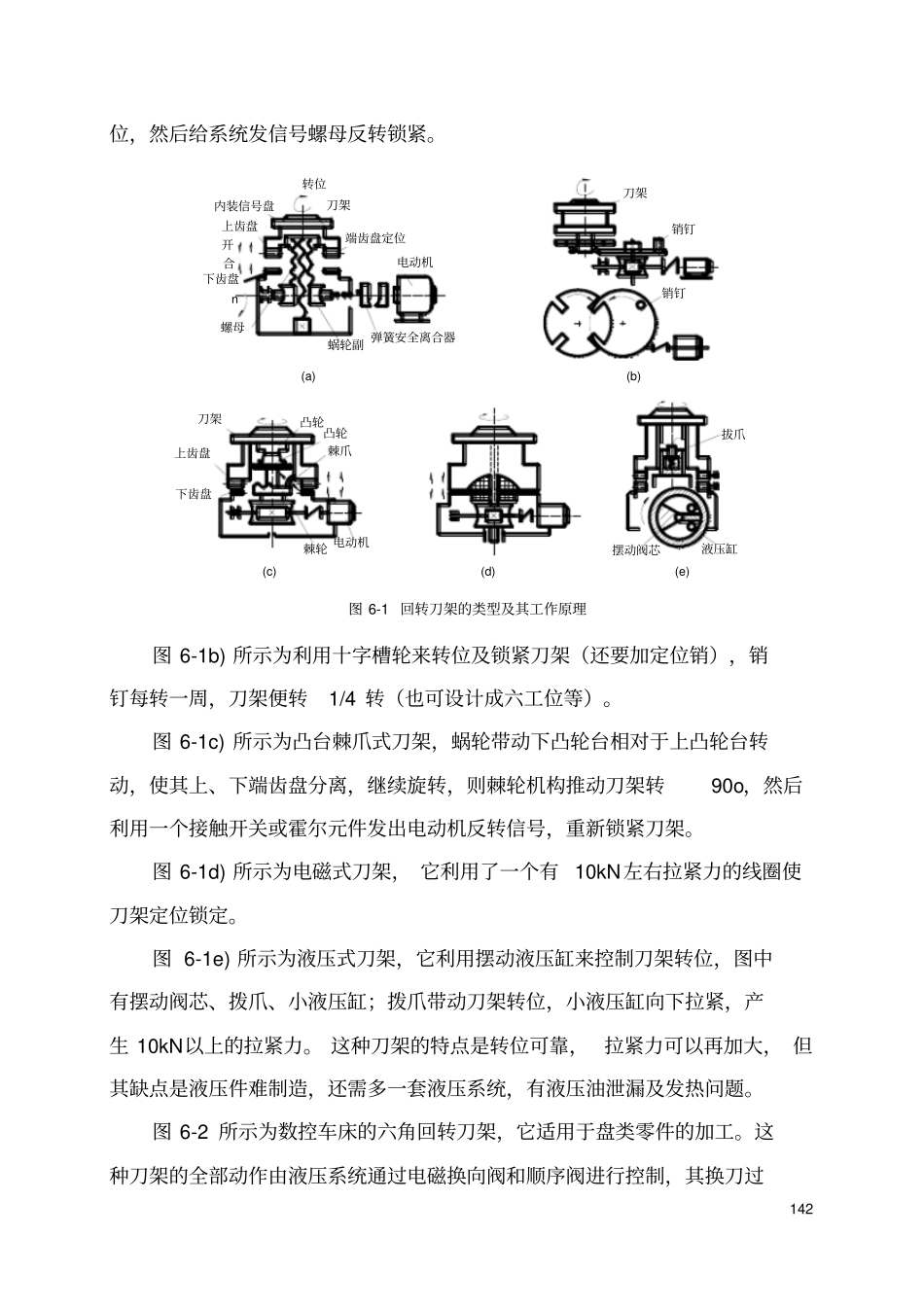
回转刀架按其工作原理分为若干类型,如图6-1 所示
图 6-1a) 所示为螺母升降转位刀架,电动机经弹簧安全离合器到蜗轮副带动螺母旋转,螺母举起刀架使上齿盘与下齿盘分离,随即带动刀架旋转到142 位,然后给系统发信号螺母反转锁紧
n凸轮转位合开摆动阀芯液压缸拔爪棘轮棘爪电动机下齿盘上齿盘凸轮刀架销钉销钉刀架弹簧安全离合器蜗轮副螺母下齿盘上齿盘电动机端齿盘定位刀架内装信号盘(e)(d)(c)(b)(a)图 6-1 回转刀架的类型及其工作