三大伺服警报处理动作说明版本:V3
0 作者:赖春亿修订日期: 95/05/16 版本更新记录项次更改内容纪录更改日期作者更改后版本01 初版定稿2006/05/16 赖春亿V3
0 MOT — 008 遗失位置命令警报发生时机:控制器停止对某个轴向指令输出1 秒后检查回馈指令量与输指令量的误差量是否在参数设定误差范围内(Pr561~Pr580) ,如果不在此范围内,则系统会发生遗失位置警报
控制器处理原则:系统会发出警报但维持在就绪状态(伺服马达 servo on) 警报解除方法:按下『紧急停止钮』,让系统将进入未就绪状态(监控模式 ,伺服马达 servo- off),放开『紧急停止钮』即解除此警报
可能发生原因:1
机构有问题,造成床台运动受阻(若滑轨摩差力过大也会引起此警报)
运动中控制紧急停止的继电器接触不良,造成驱动器瞬间接受servo off 和servo on 的要求,但控制器未察觉驱动器异常,造成控制器与驱动器运动指令遗失
CPU 板送给轴卡的数据遗失
(CPU板有问题,轴卡有问题, CPU 板和轴卡对底板的金手指接触不好)
控制器伺服线有接触不良或断线,造成控制器与驱动器运动指令遗失
驱动器到马达的动力线接触不好或者断开,造成驱动器无法正常驱动马达
马达编码器进油导致编码器回馈讯号不准确
编码器回授线松脱或断掉导致编码器回授馈讯号不准确
局部干扰导致指令与编码器讯号不准确
故障排除方法:机构问题:1
检查控制紧急停止的继电器接触是否正常
CPU板送给轴卡的资料遗失 (CPU板有问题,轴卡有问题,CPU板和轴卡接触不好 )
检查控制器伺服线是否有接触不良或断线
检查驱动器到马达的动力线是否接触不好或者断开
检查马达编码器是否进油
编码器回授线是否松脱或断线
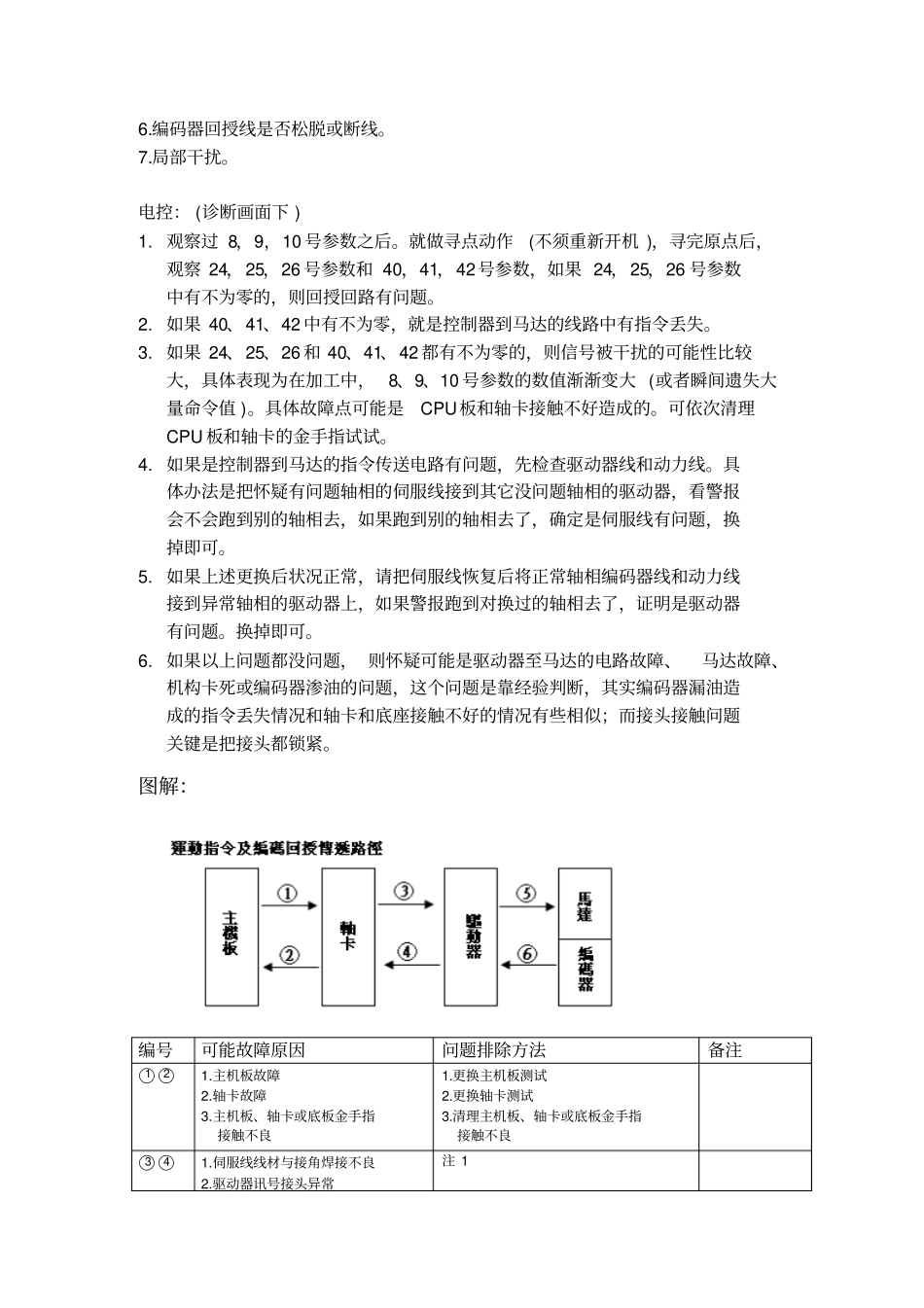
电控: (诊断画面下 ) 1