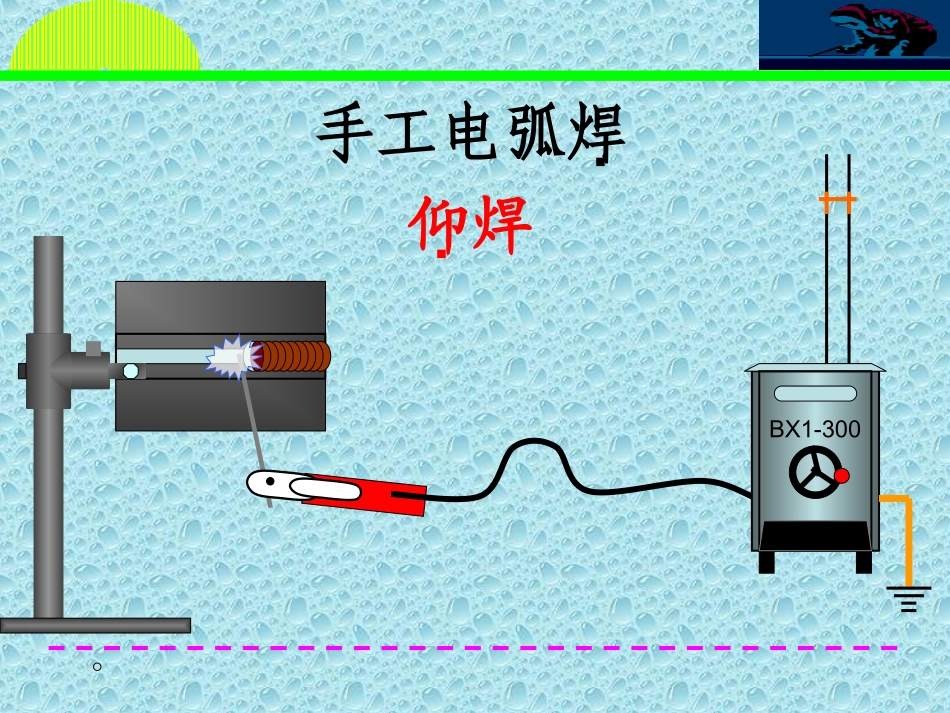
BX1-300手工电弧焊仰焊•常用的引弧方法
思考前前前前前前前前前前一、学习目标与任务专业能力目标:•1
熟练掌握焊接工艺参数的选择•2
正确的操作手法及姿势方法能力目标:•1
具有较强的理论联系实际的能力•2
刻苦钻研,精益求精,认真做事的学习态度二、新课题内容前前前前前前1
焊前准备焊前准备(1)焊接设备ZX7型焊机
(2)焊件Q235-A,长×宽×厚为300×100×10mm
(3)焊条直径3
2mm,E4303
(4)焊件清理
三、任务实施焊前清理打为了防止焊接过程中出现气孔,必须重视焊前清理工作
焊前清理坡口面及靠近坡口上、下两侧20mm范围内的油、氧化物、铁锈,水分等污物,打磨干净,至露出金属光泽为宜
15~2015~20打磨区装配试件装配间隙始焊端为3
2~4mm,终焊端为4~4
错边两边≦1
预置反变形量3~4°
定位焊采用与试件相同型号的焊条进行定位焊,并在试件背面两端点固焊,始焊端可少焊些,终焊端应多焊些(反转焊件在终焊端再次进行加固),防止在焊接过程中收缩,造成未焊段坡口间隙变窄而影响焊接,定位焊缝必须焊牢,焊点长度为10~15mm
•操作要点•1
仰焊是各种焊接位置中,最困难的一种焊接位置,由于熔池倒悬在焊件上面,熔化金属的重力阻碍熔滴过渡
当熔池温度越高,表面张力越小,故焊接是焊缝背面易产生凹陷,正面出现焊瘤,焊缝成形困难
因此仰焊时必须保持最短的电弧长度,依靠电弧吹力使熔滴在很短时间内过渡到熔池中,在表面张力的作用下,很快与熔池的液体金属汇合,促使焊缝成形
操作姿势视线要选择最佳位置,两脚成半开步站立,上身要稳,由远而近地运条为了减轻臂脘的负担,可将电缆线挂在临时设置的钩子上
••2).焊道分布如图2
焊接位置试板固定在水平面内,坡口朝下,间隙小的一端放在左侧