第五章 其它成形工艺及模具设5
1 胀形 5
3 缩口 第五章 其它成形工艺及模具设计第 五 章 其它成形工艺及模具设计本章学习要求: 1• 掌握胀形模、翻边模、缩口模的结构特点和设计方法; 2• 熟悉胀形、翻边、缩口等成形工序的变形特点; 在冲压生产中,除常用的冲裁、弯曲和拉深等工序外,还有胀形、翻边、缩口、旋压、校形等基本工序
每种工序都有各自的变形特点,它们可以是独立的冲压工序,如球体无模胀形、钢管缩口、封头旋压等,但在生产中往往和其它冲压工序组合在一起加工某些复杂形状的工件
下面介绍胀形、翻边和缩口三种工序的变形特点、工艺计算和模具设计
5•1 胀形 胀形与其它冲压成形工序的主要不同之处是,胀形时变形区在板面方向呈双向拉应力状态,在板厚方向上是减薄,即厚度减薄表面积增加
胀形主要用于加强筋、花纹图案、标记等平板毛坯的局部成形,波纹管、高压气瓶、球形容器等空心毛坯的胀形,飞机和汽车蒙皮等薄板的拉张成形
汽车覆盖件等曲面复杂形状零件成形时也常常包含胀形成分
常用的胀形方法有刚模胀形和以液体、气体、橡胶等为施力介质的软模胀形
软模胀形由于模具结构简单,工件变形均匀,能成形复杂形状的工件,其讨论和应用越来越受到人们的重视,如液压胀形、橡胶胀形、爆炸胀形、电磁胀形等
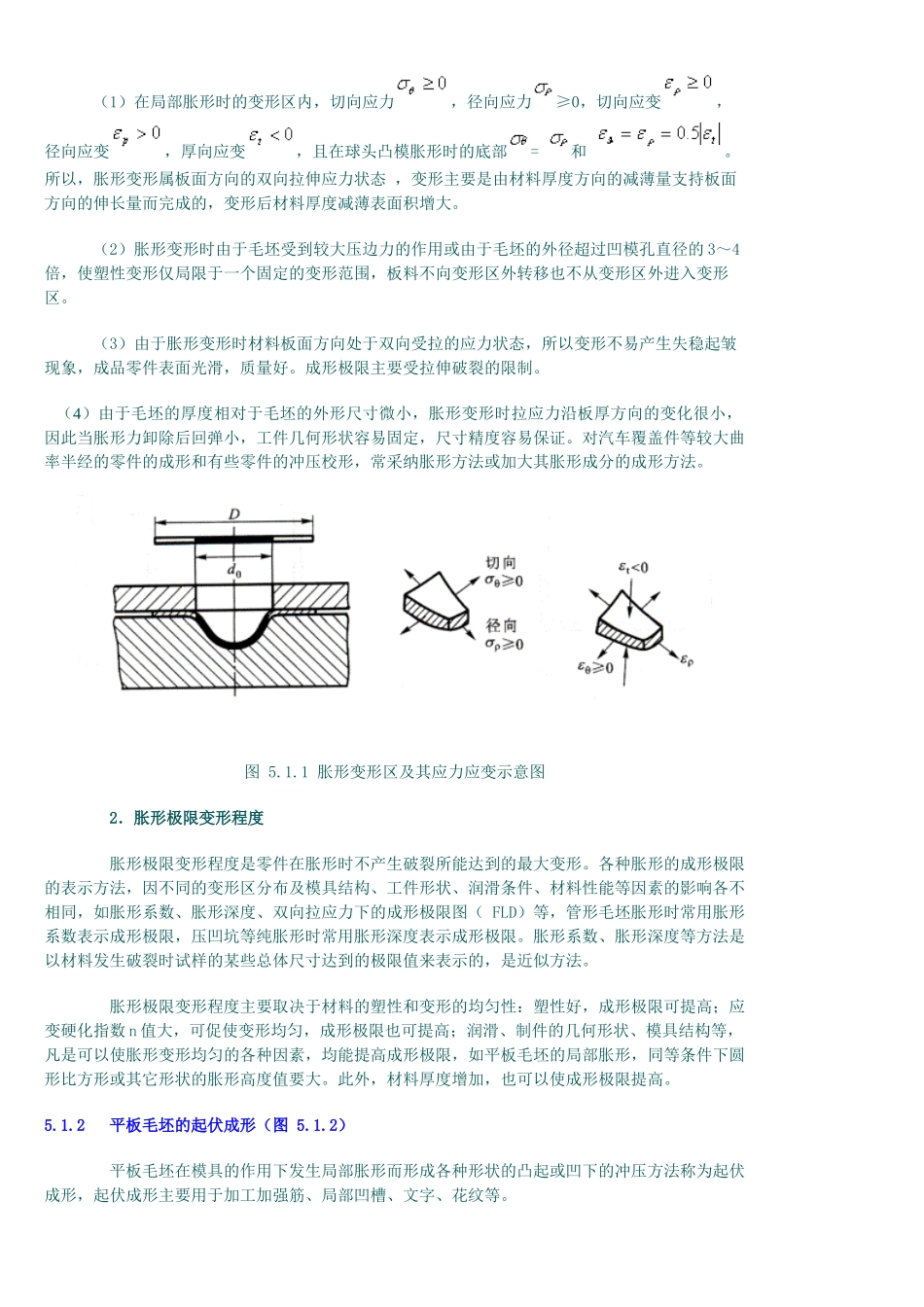
1 胀形变形特点与胀形极限变形程度 1.胀形变形特点 图 5
1 所示,为球头凸模胀形平板毛坯时的胀形变形区及其主应力和主应变图
图中涂黑部分表示胀形变形区
胀形变形具有如下特点: (1)在局部胀形时的变形区内,切向应力,径向应力≥0,切向应变,径向应变,厚向应变,且在球头凸模胀形时的底部= 和
所以,胀形变形属板面方向的双向拉伸应力状态 ,变形主要是由材料厚度方向的减薄量支持板面方向的伸长量而完成的,变形后材料厚度减薄表面积增大
(2)胀形变形时由于毛坯受到较大压边力的作用或由