短应力轧机材料四班1号:李丹阳2号:李迎馨4号:李栋格短应力线轧机介绍所谓短应力线轧机是指应力回线缩短了的轧机
这里所说的应力回线是轧机在轧制力的作用下机座等各受力件的单位内力所连成的闭合环线,简称应力线,受力件的弹性变形量又与其长度成正比,因此缩短应力回线的长度,就能减小轧机的弹性变形,提高机座的刚度
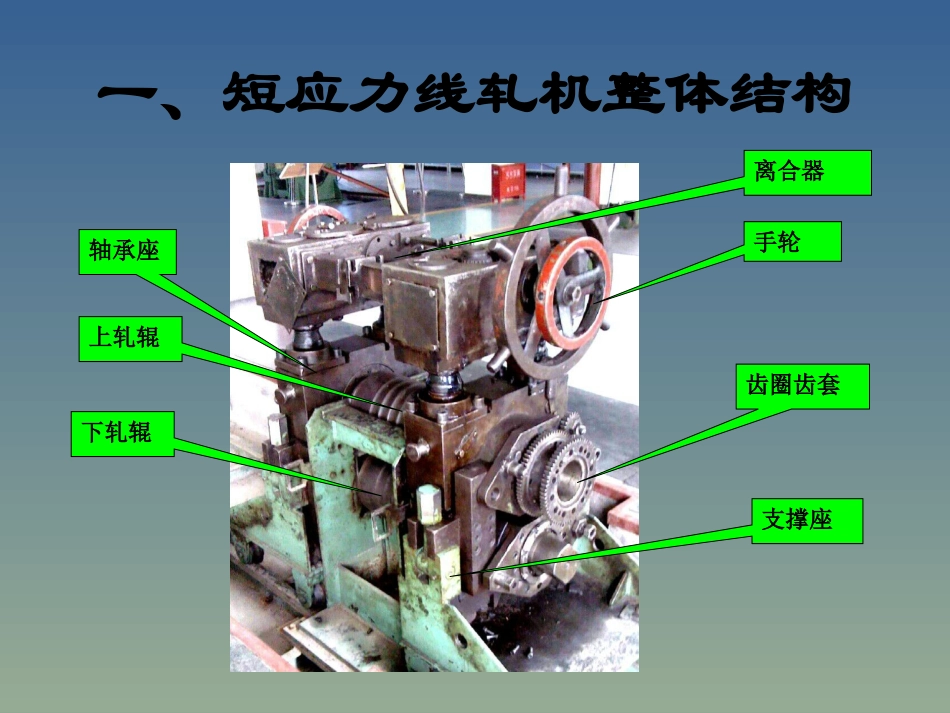
一、短应力线轧机整体结构离合器手轮齿圈齿套支撑座轴承座上轧辊下轧辊一、短应力线轧机零部件传动装置:电机传动轴蜗轮蜗杆手轮传动齿轮压下装置:丝杠压下螺母平衡螺母平衡弹簧球面垫轴向调整装置:齿套齿圈推力轴承端盖轧辊、轴承座、辅助零件等二、短应力线轧机与有牌坊轧机相比较•1应力回线短,刚度高,保证产品高精度,容易实现负偏差制
•2立柱两端有正反螺纹,能实现对中调整,轧制中心线不变
能提高作业率,节省检修和更换导卫横梁时间,减少操作事故,避免轧件弯头、冲击、缠辊等工艺事故,提高导卫寿命
•3轴向调整方便,轴向游隙小
•4使用平衡弹簧,平衡力大小不变,弹簧在轴承座内结构紧凑
•5该种轧机的辊系在换辊前进行预安装并调整好,停车后新辊系更换时间短
轧机预调性能好,换辊快,成材率高
•6轴承座自动调位,四列圆柱轴承均衡受力,提高了轴承寿命
短应力线轧机缺点轴向固定调整和轴承座自位机构相互干涉影响,即降低了轴向刚度,容易造成窜辊
由于压下螺母受力较大,且更换不方便,如有损坏,需要将整套辊组及蜗轮箱等全部拆装
三、短应力线轧机径向调整原理径向调整其实就是轧机的压下,旧式短应力线轧机采用手动压下,通过手轮带动蜗轮蜗杆转动,来带动压下立柱转动,立柱只转不动,压下螺母与压下立柱螺纹配合,通过压下螺母的轴向约束,达到压下螺母的上下运动,压下螺母压在球面垫上,进而将力传递到轴承座上;轴承座的上下移动带动轧辊上下移动,从而达到调成辊缝的目的
三、短应力线轧机径向调整原理由一套蜗轮蜗杆带动立柱旋转实现辊缝调