下载后可任意编辑工业工程、工业设计机械制造技术基础习题与思考题第一章 金属切削的基本要素1 什么是切削用量三要素
切削速度:切削刃上选定点 相对工件的主运动线速度
,进给量 f:主运动每转一转工件与刀具沿进给方向的位移量
单位时间相对位移量叫进给速度 vf
切削深度(背吃刀量)ap
2 有哪两类刀具角度参考系
它们有什么差别
刀具标注角度参考系,刀具工作角度参考系
刀具标注角度参考系以主运动方向为依据
刀具工作角度参考系以合成切削方向为依据
3 刀具标注角度参考系有哪几种
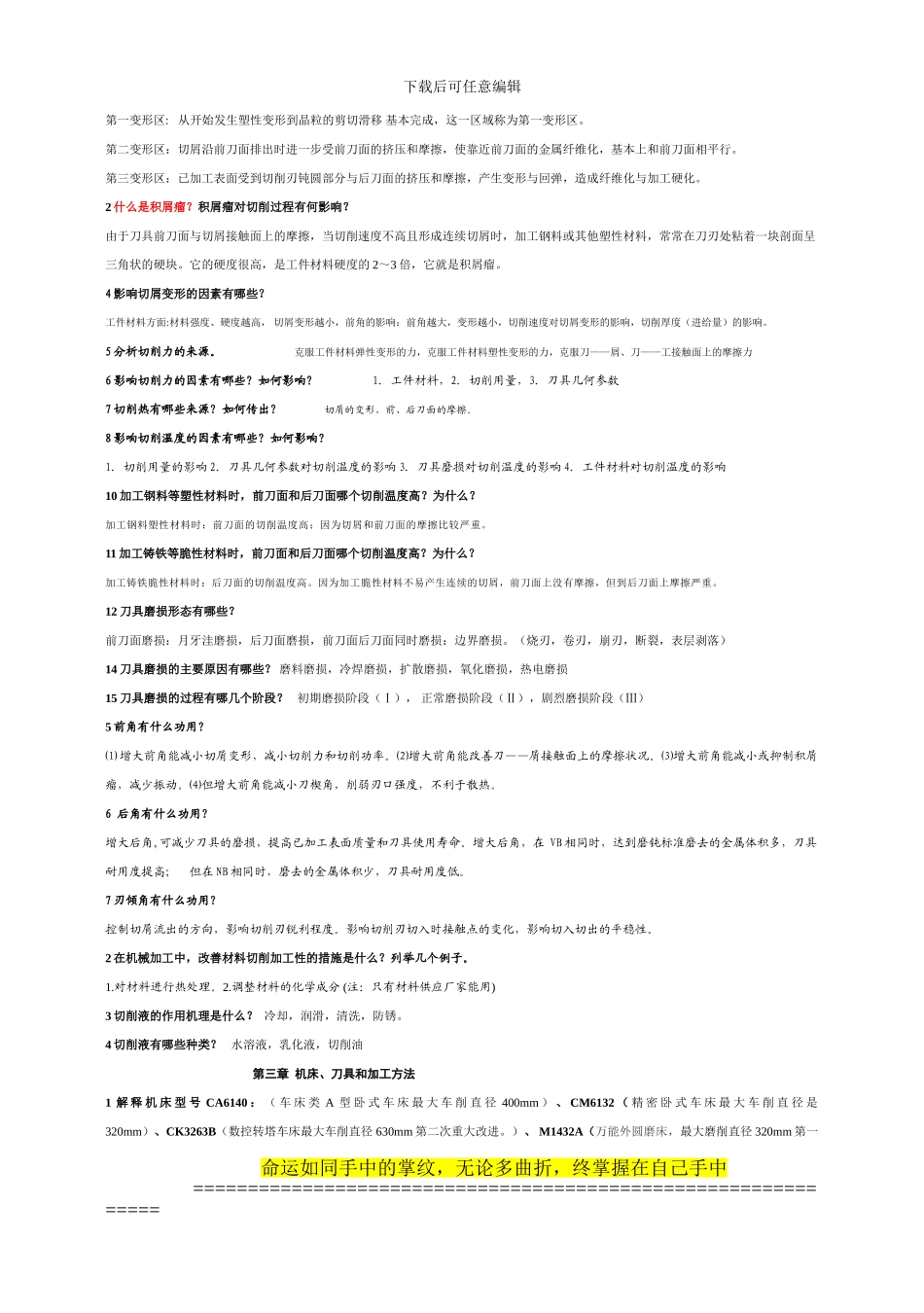
4 说明主剖面参考系(正交平面参考系)的构成,在该参考系中会标注刀具各角度
5 会推断车刀前角 γ o、刃倾角 λs的正负号
6 标注车削外圆时刀具各角度:主偏角 Kr=75°,副偏角 Kr′=30°前角 γ o=10°,后角 αo =5°, 刃倾角 λs =-10°8 与硬质合金相比,高速钢有哪些特点
主要用于什么场合
高速钢:切削温度可达 500~650℃,硬度为 63~70HRC,切削中碳钢时,切削速度可达 30 米/分
高速钢韧性和工艺性好,价格便宜,主要用于制造形状复杂的刀具,如拉刀、齿轮刀具等
目前,高速钢占刀具材料总使用量的 60%以上
硬质合金:允许切削温度可达 800—1000 ℃,硬度高 89~93HRA,切削中碳钢时,切削速度可达 100---300 米/分,硬质合金是目前最主要的刀具材料之一
由于硬质合金工艺性差、韧性低,抗振动和冲击能力差,主要用于制造形状简单的刀具
9 金刚石刀具能否用于加工铁族金属
不能,金刚石不能切削铁族材料
因为碳元素和铁元素有很强的亲和性,碳元素向工件扩散,加快刀具磨损
第二章 金属切削过程及切削参数优化选择1 熟悉金属切削的三个变形区及各变形区内的变形
命运如同手中的掌纹,无论多曲折,终掌握在自己手中=========================