很多刚刚接触PE 施工的人经常会问有关热熔对接焊机如何操作的问题,尽管我们的使用说明书中有很详尽的说明,但那也是在购买了我们焊魔机电的产品之后,因此我们特地拍摄了一些图片,图文并茂的给大家讲解下如何使用热熔对接焊机;如有不足之处还请方家指正
热熔对接的连接界面是平面,其方法是将两相同的连接界面用热板加热到粘流态后,移开热板,再给连接界面施加一定压力,并在此压力状态下冷却固化,形成牢固的连接
在加热对前,需要将待焊管道的两端口进行铣削,这样一是为使焊接面更加平整、二是为去掉端口表面的塑料氧化层使得同分子熔融更彻底
整个焊接工艺的主要过程为调整、加热、切换、合缝加压和冷却
对接时界面上处于粘流态的材料有流动也有扩散,流动太大不利于扩散和缠结,所以要把流动限制在一定范围,在有限的流动中实现“熔后焊接”
因此,对接工艺的关键是要在对接过程中调整好温度、时间、压力三参数,要把连接界面材料的性能、应力状况、几何形态以及环境条件等因素一起考虑,才能实现可靠的熔焊,要根据一般的规律和各自采用材料的特性进行试验,评价熔接质量,达到系统标准后,确定各品种规格的工艺规程,按规定 的工艺参数方法和步骤进行焊制管件的生产和现场安装施工
焊魔牌热熔对接机无论是手动型,还是液压型,加热板和铣刀是必须的,不同的是前者依靠人工操控,后者由液压系统提供动力,实现半自动控制,尤其对于口径较大的管道,在铣、加热和冷却时都需要很大的压力,人力一般很难做到
整个对接过程大致可以分为:放、铣、热、冷几个步骤,下面用图片的方式给大家演示下: 第一步:准备 将pe 热熔对接焊机准备好,包括液压站、铣刀、加热板等相关电源,并将对接架平稳放置; 第二步:放置 将需要焊接的两段pe 管放置于对接架中,连接处置于对接架四夹具的中间
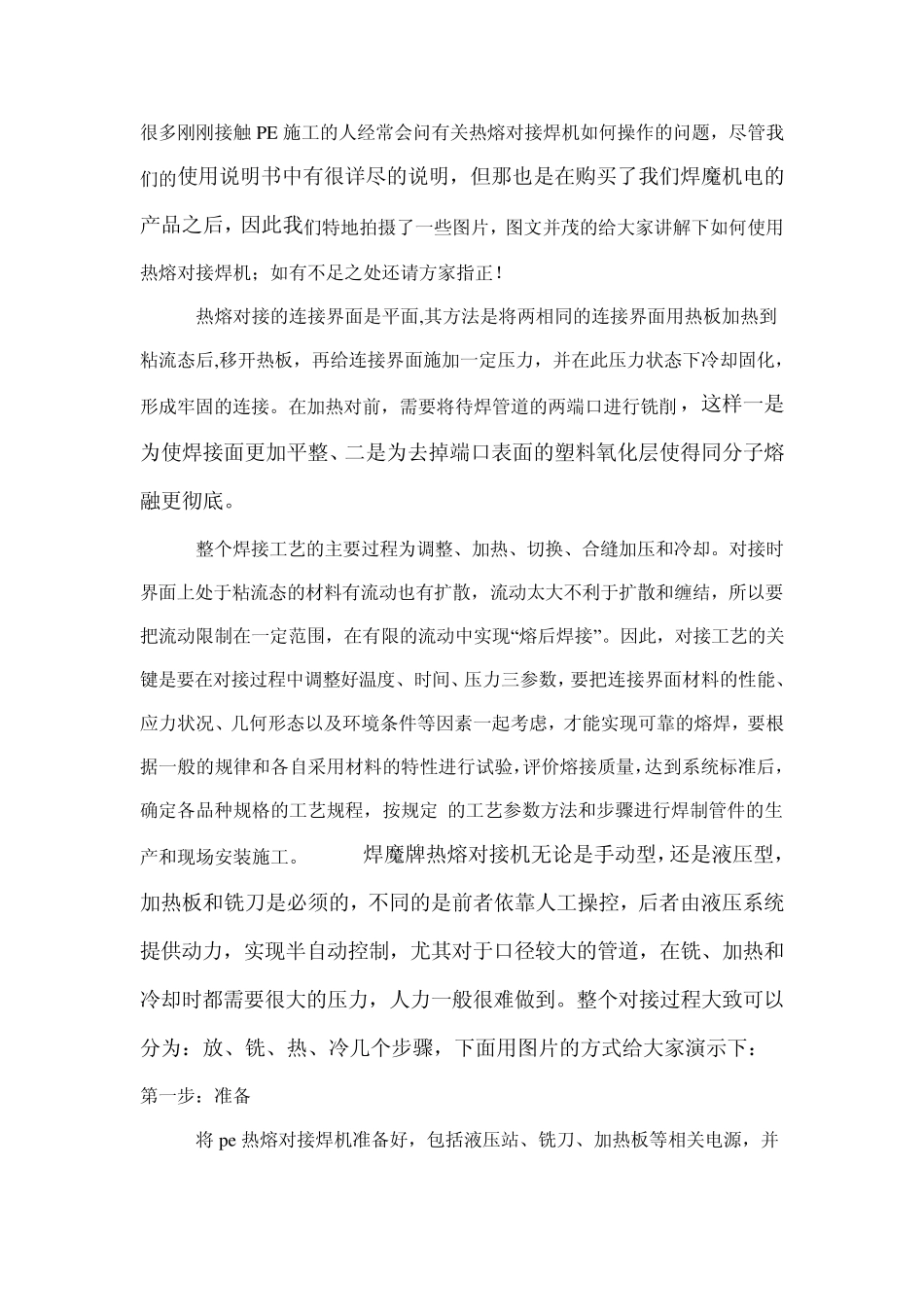
第三步:固定 合上对接架的上下支架,并用螺栓将pe 管固定
第四步:铣削 将铣刀从提篮中拿