组焊件通用技术要求 1 1 范 围 本 规 范 规 定 了 产 品 图 样 或 设 计 文 件 中 无 特 殊 要 求 的 组 焊 件 通 用 技 术 要 求
本 规 范 适 用 于 零 部 件 中 的 手 工 电 弧 焊 、 气 体 保 护 焊 和 埋 弧 焊 焊 接 的 钢 制 组焊 件
2 一 般 要 求 2
1 组 焊 件 的 制 造 应 符 合 设 计 图 样 和 本 规 范 的 规 定
2 用 于 制 造 组 焊 件 的 原 材 料 (钢 板 、 型 钢 和 钢 管 等 )的 材 质 、 规 格 、 尺 寸 应 符合 设 计 图 样 要 求 ; 若 不 符 合 要 求 时 , 应 由 设 计 部 门 认 可 并 填 写 “代料 通 知单”后方可 代用
3 用 于 制 造 组 焊 件 的 原 材 料 (钢 板 、 型 钢 和 钢 管 等 )、 焊 接 材 料 (焊 条、 焊 丝、焊 剂、 保 护 气 体 等 ) 进厂时 , 须经检验部 门 根据制 造 厂的 合 格 证明书及订货要 求验收后, 才准入库
4 严禁使用 牌号不 明及未经检验部 门 验收的 各种材 料
3 材 料 的 准备 3
1 各种钢 材 在下料 前, 其公差不 符 合 下面规 定 者, 均须矫正以达到要 求 的 公差
2 钢 板 局部 的 平面度, 不 应 超过表 1 的 规 定
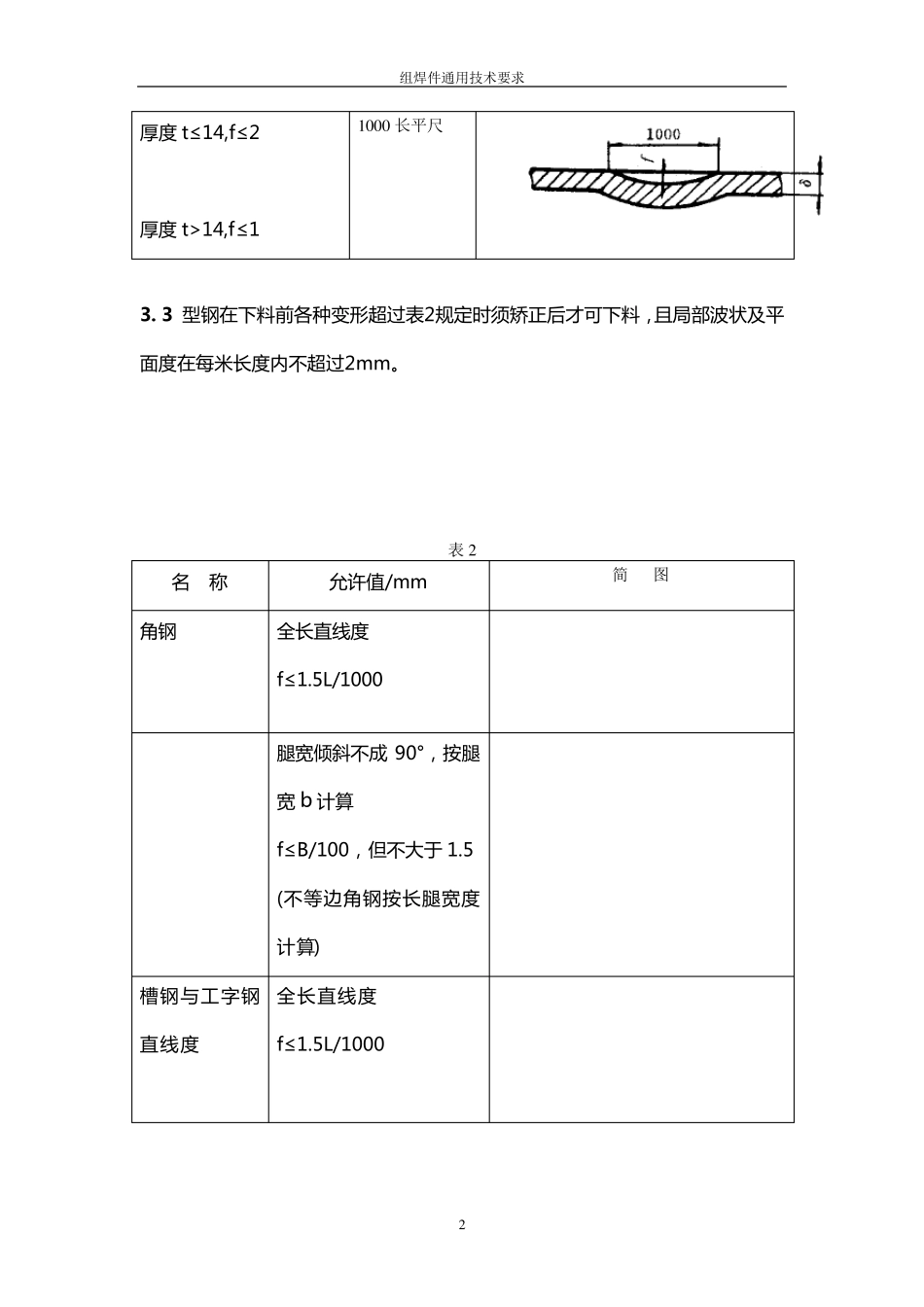
表 1 1000 长度内平面度允许值 f 测量工 具 简 图 组焊件通用技术要求 2 厚 度 t≤14,f≤2 厚 度 t>14,f≤1 1 0 0 0 长平尺 3
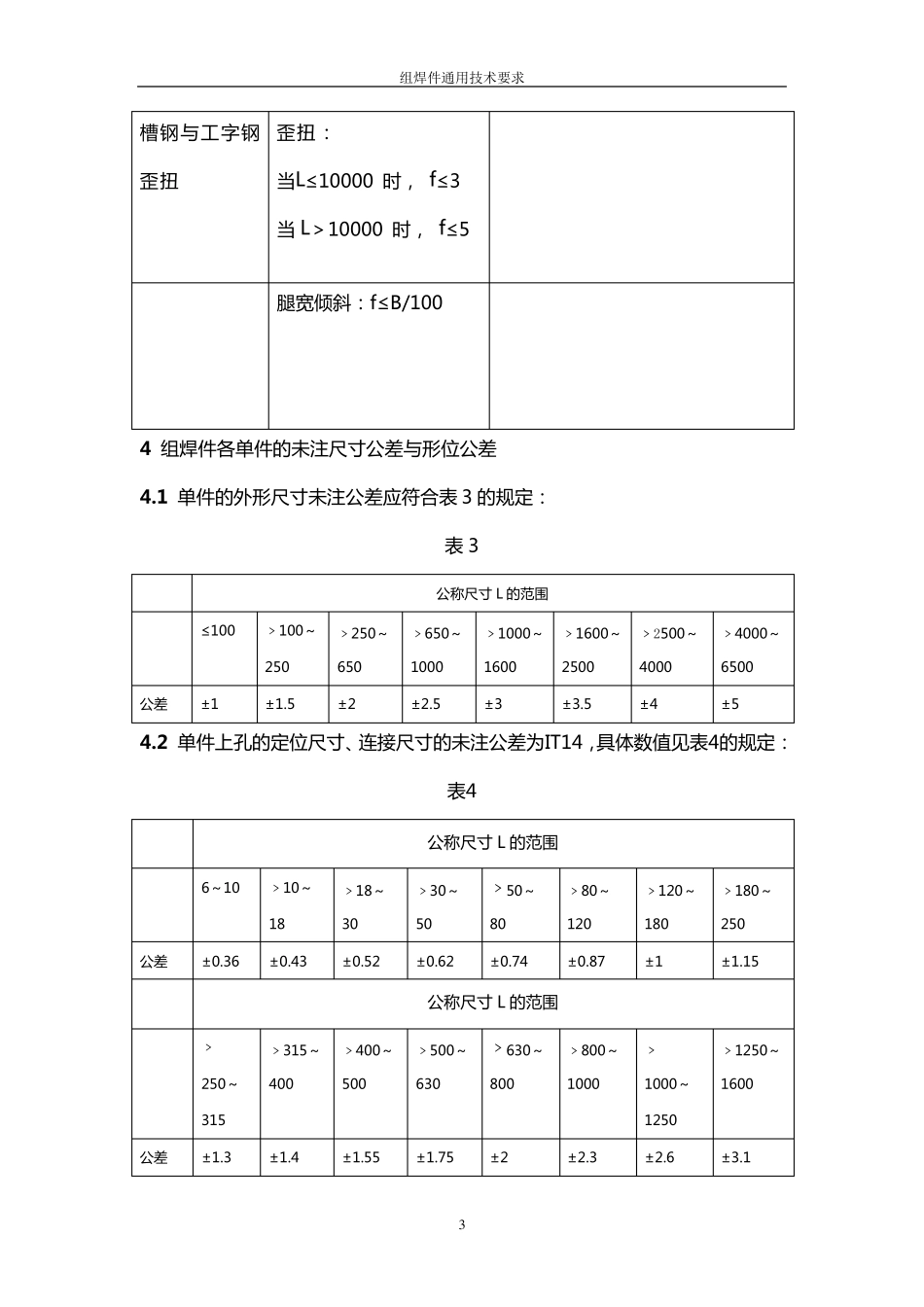
3 型 钢 在 下 料 前 各 种 变 形 超 过 表 2规 定 时 须 矫 正 后 才 可 下 料 , 且 局 部 波 状 及 平面 度 在 每 米 长 度 内 不 超 过 2mm
表 2 名 称