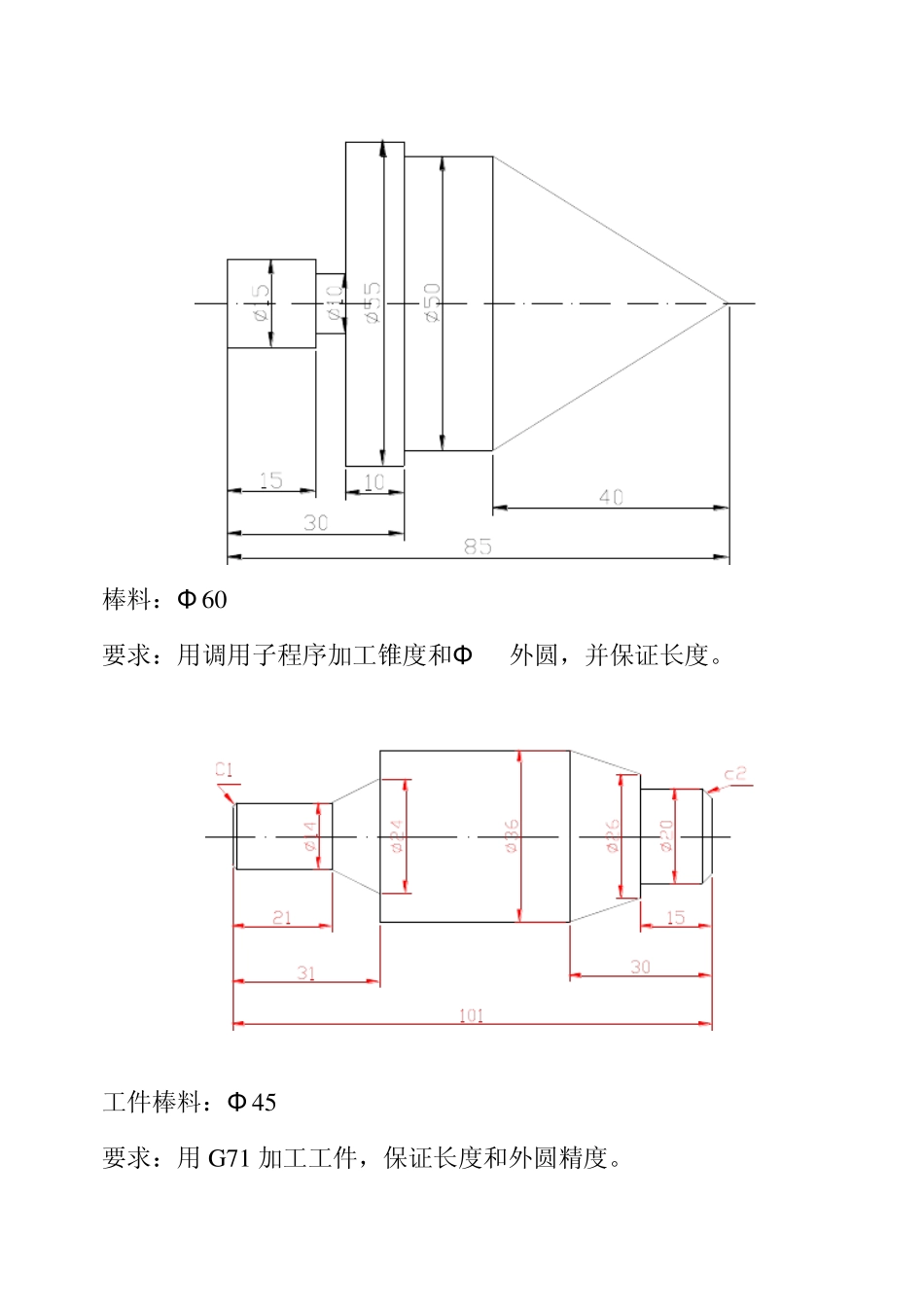
棒料:Φ 60 要求:用调用子程序加工锥度和Φ 50外圆,并保证长度
工件棒料:Φ 45 要求:用G 71 加工工件,保证长度和外圆精度
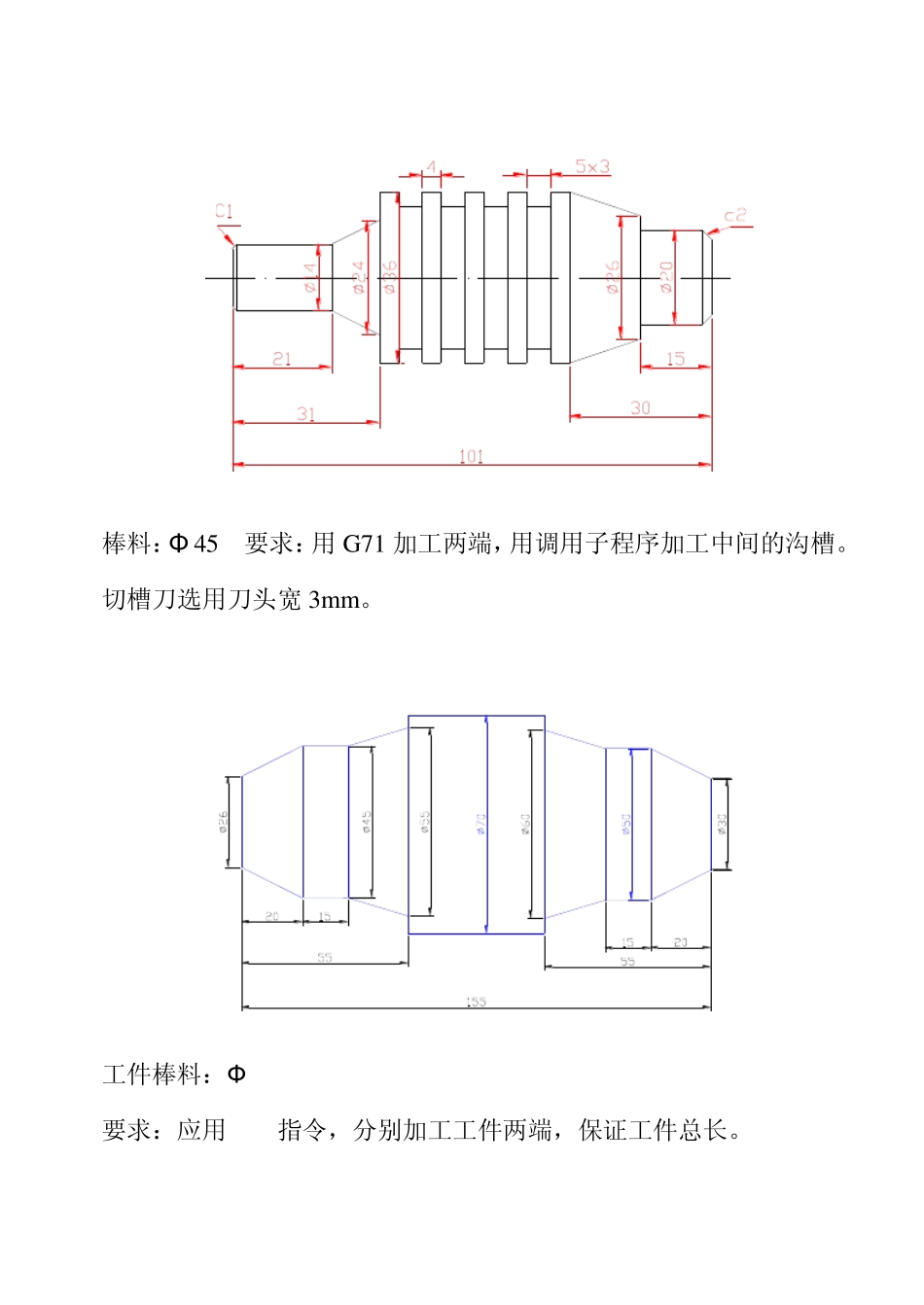
棒料:Φ 45 要求:用G71 加工两端,用调用子程序加工中间的沟槽
切槽刀选用刀头宽 3mm
工件棒料:Ф 75 要求:应用G71指令,分别加工工件两端,保证工件总长
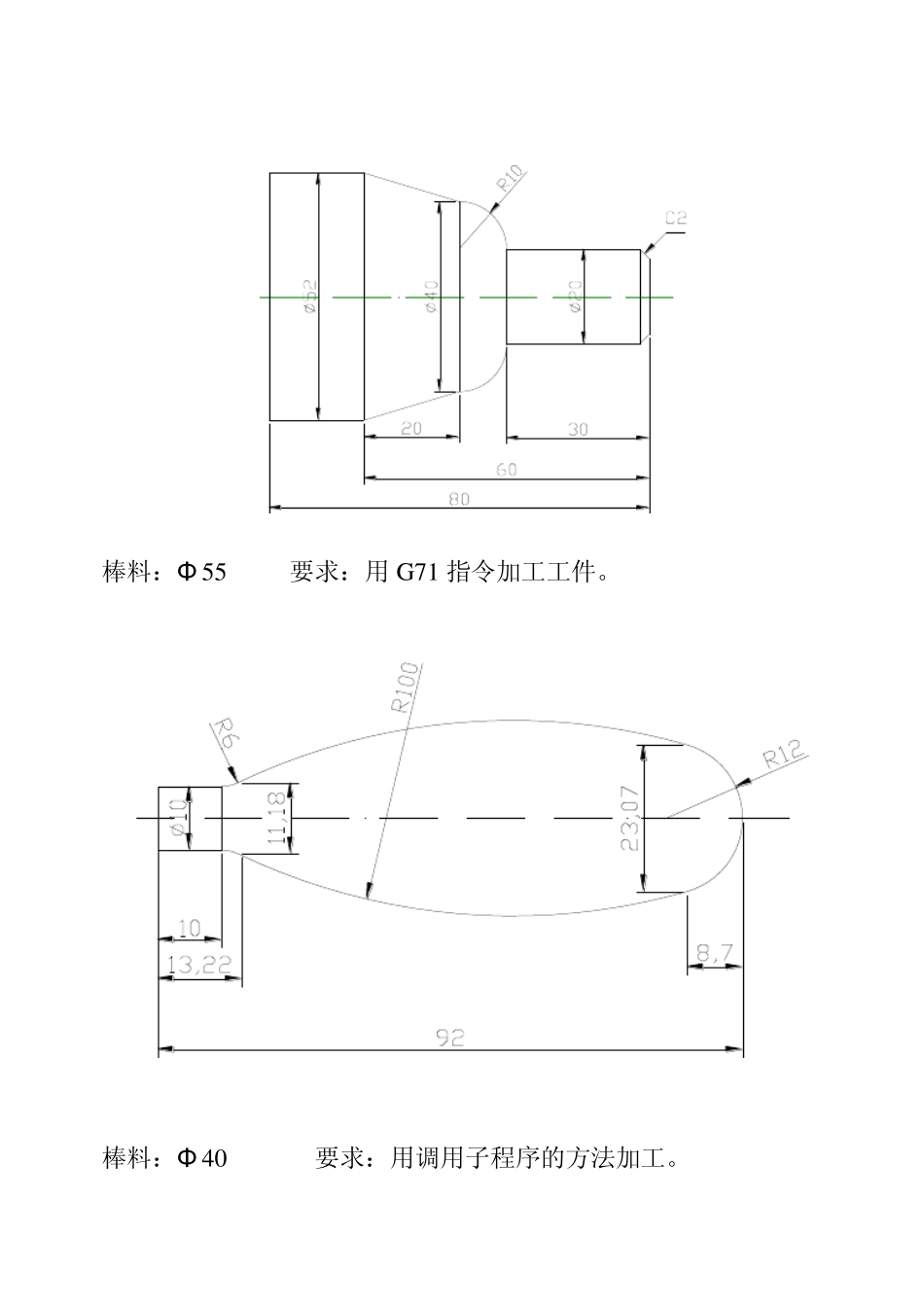
棒料:Φ 55 要求:用G 71 指令加工工件
棒料:Φ 40 要求:用调用子程序的方法加工
要求:计算各点坐标,用G 71分两端加工
棒料:Φ 155 要求:用G 71 编写程序,在 G 70 精加工之前要插入停车测量,保证外圆精度和长度尺寸
棒料:Φ 45 要求:用G 71 加工工件两端,中间凹圆弧部分用调用子程序加工
棒料:Φ 35 要求:用G 71 加工工件两端,凹进去的部分用调用子程序加工
要求:选用Φ 25 的钻头,钻好底孔
再用内孔车刀进行加工
要求:选用Φ 3 0 的钻头钻孔, 棒料:Φ 45 按图加工,在工件右端加工一个螺距是3 mm的锥螺纹