切削力与切削功率 切削力与切削功率 切削力与切削功率计算 切削力及其分解、切削功率 (1) 切削力产生与切削力分解 切削加工时,刀具作用下,被切削层金属、切屑和工件已加工表面金属都要产生弹性变形和塑性变形,这些变形所产生抗力分别作用前刀面和后刀面上:同时,切屑沿前刀面流出,刀具与工件之间有相对运动,还有摩擦力作用刀面和后刀面上
这些作用刀具上合力就是总切削力F,简称切削力
F 受很多因素影响,,其大小和方向都是不固定
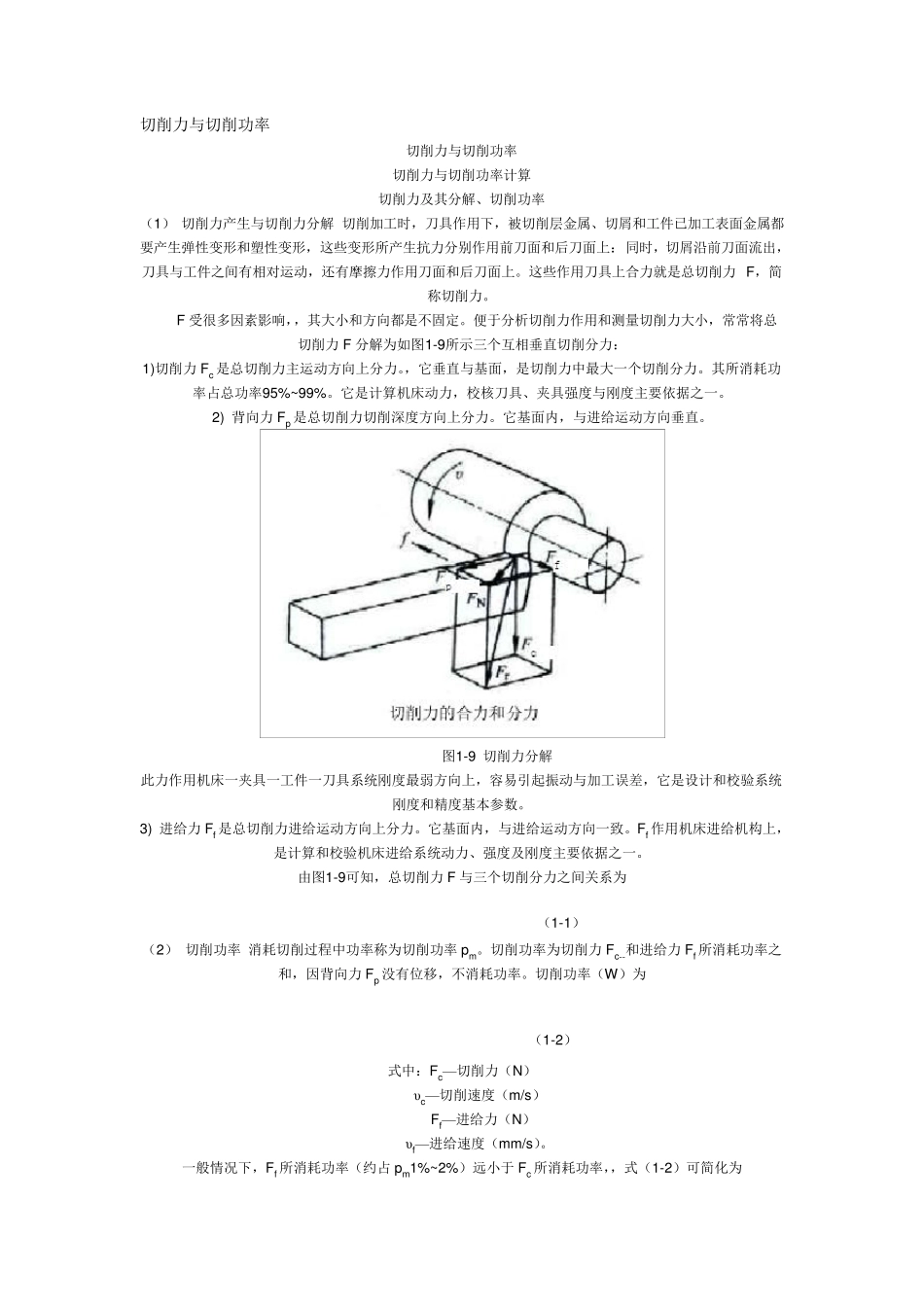
便于分析切削力作用和测量切削力大小,常常将总切削力F 分解为如图1-9所示三个互相垂直切削分力: 1)切削力Fc 是总切削力主运动方向上分力
,它垂直与基面,是切削力中最大一个切削分力
其所消耗功率占总功率95%~99%
它是计算机床动力,校核刀具、夹具强度与刚度主要依据之一
2) 背向力Fp 是总切削力切削深度方向上分力
它基面内,与进给运动方向垂直
图1-9 切削力分解 此力作用机床一夹具一工件一刀具系统刚度最弱方向上,容易引起振动与加工误差,它是设计和校验系统刚度和精度基本参数
3) 进给力Ff 是总切削力进给运动方向上分力
它基面内,与进给运动方向一致
Ff 作用机床进给机构上,是计算和校验机床进给系统动力、强度及刚度主要依据之一
由图1-9可知,总切削力F 与三个切削分力之间关系为 (1-1) (2) 切削功率 消耗切削过程中功率称为切削功率pm
切削功率为切削力Fc--和进给力Ff 所消耗功率之和,因背向力Fp 没有位移,不消耗功率
切削功率(W)为 (1-2) 式中:Fc—切削力(N) υc—切削速度(m/s) Ff—进给力(N) υf—进给速度(mm/s)
一般情况下,Ff 所消耗功率(约占 pm1%~2%)远小于 Fc 所消耗功率,,式(1-2)可简化为 (1-3) 按上式求Pm 后,如要计算机床电动机功率PE,还应将Pm 除以机