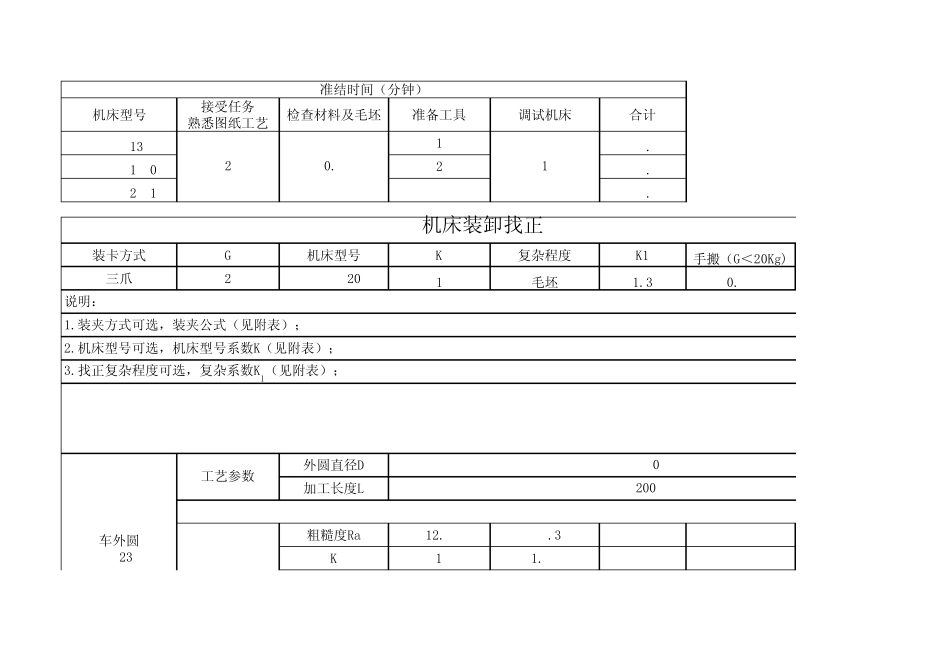
机床型号接受任务熟悉图纸工艺检查材料及毛坯准备工具调试机床合计C613614
5C614025
5C626158
5装卡方式G机床型号K复杂程度K1手搬(G<20Kg)三爪2C6201毛坯1
5外圆直径D加工长度L粗糙度Ra12
75车外圆Q235工艺参数50200机床装卸找正3
找正复杂程度可选,复杂系数K1(见附表);说明:1
装夹方式可选,装夹公式(见附表);2
机床型号可选,机床型号系数K(见附表);准结时间(分钟)20
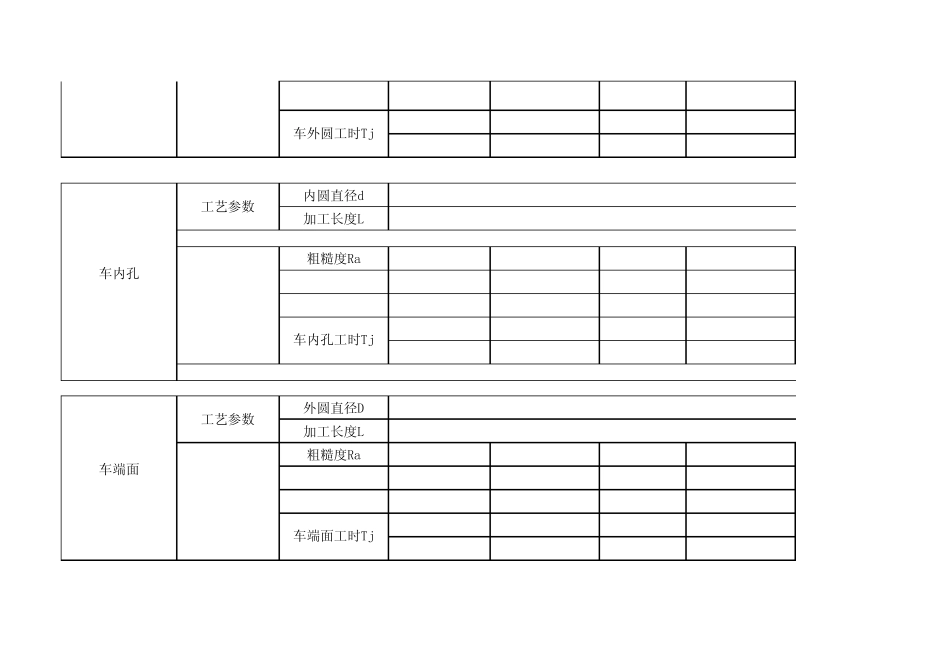
1内圆直径d加工长度L粗糙度Ra12
0外圆直径D加工长度L粗糙度Ra12
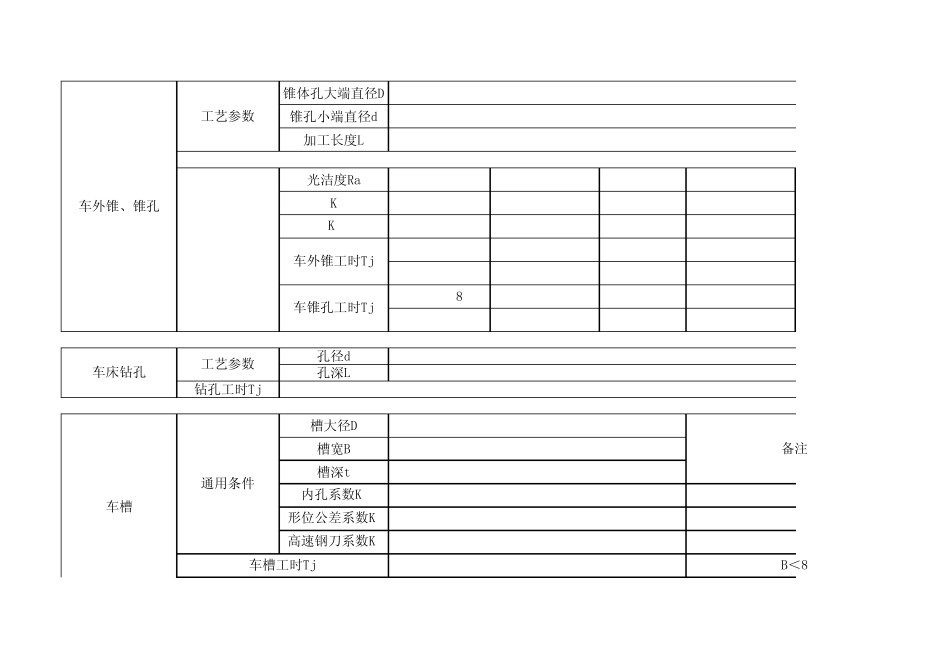
4C6136车外圆工时Tj车内孔Q235工艺参数C6136车内孔工时Tj200100Q235工艺参数C6136车端面工时Tj552车端面Q235锥体孔大端直径D锥孔小端直径d加工长度L光洁度Ra12
1孔径d孔深L钻孔工时Tj槽大径D槽宽B槽深t内孔系数K1形位公差系数K2高速钢刀系数K3通用条件1
3B<8422车槽车槽工时Tj2
7车外锥工时Tj车锥孔工时Tj50工艺参数C613695110工艺参数10100备注车床钻孔车外锥、锥孔1
243030
3螺距S加工长度L左旋系数K1内螺纹系数K25槽以K取0
94290备注车槽工时TjV形密封槽密封角底长B密封槽直径D槽数Z多槽系数K车V槽工时TjB≥8梯形螺纹工时Tj51
711梯形螺纹通用条件S--螺距(mm)L--加工长度(mm)K1--左旋系数,左旋时取值1
2,右旋取值1K2--内螺纹系数,内螺纹时取值1