轨道精调施工方案 1.编制依据及原则 本施工方案依据《高速铁路无砟轨道工程施工精调作业指南》2009-7-1,《客运专线无砟轨道铁路工程施工质量验收暂行标准》、沪杭客专公司相关文件要求及相关培训资料内容编制,本着优先保证轨道平顺性、并按既有线施工安全进行防护的原则,确保长轨铺设后轨道调整工作快速、高效运行
2.工作流程 施工准备→轨道静态状态测量→整理数据→制定调整方案→现场位置确定→调整量标识复核→实施调整→轨道静态状态检查确认
3.施工准备 3
1 钢轨精调工装设备准备 钢轨精调初步划分 9 个作业面,平均每 3km 左右为 1 个作业面,每个作业面配置工装设备如下: 1)轨检小车 1 套; 2)弦绳 2 付; 3)电子道尺 2 把(左右线各 1 把); 4)塞尺 2 把; 5)起道器(手摇跨顶、压机)4 台; 6)丁字扳手 45 把、M46 型扳手 10 把、扭力扳手 5 把、机动扳手二台(长大区段调整时使用); 7)撬棍 10 根; 8)钢刷3 把(备用); 9)石笔5 盒; 10)交通工具(客货车皮卡车)1 辆; 11)对讲机4 台
(防护用,左右线各2 台) 3
2 人员准备 3
1 成立轨道精调工作小组,分为数据采集组(以各工区测量主管为组长)、内业分析组(以各工区工程部长为组长)和外业轨道调整组(以各工区总工为组长)
1)数据采集组主要负责对CPⅢ点进行清查复核、轨检小车软硬件操作、掌握正确的数据采集测量要求
2)内业组主要负责轨检小车数据分析软件的操作、以轨道静态几何状态各项调整指标为依据、决定轨道平顺性最优调整方案,经审核无误后移交给外业轨道调整组实施
3)外业轨道调整组利用精密电子道尺、扭力扳手、大小撬棍、起道机等机具设备进行轨道调整
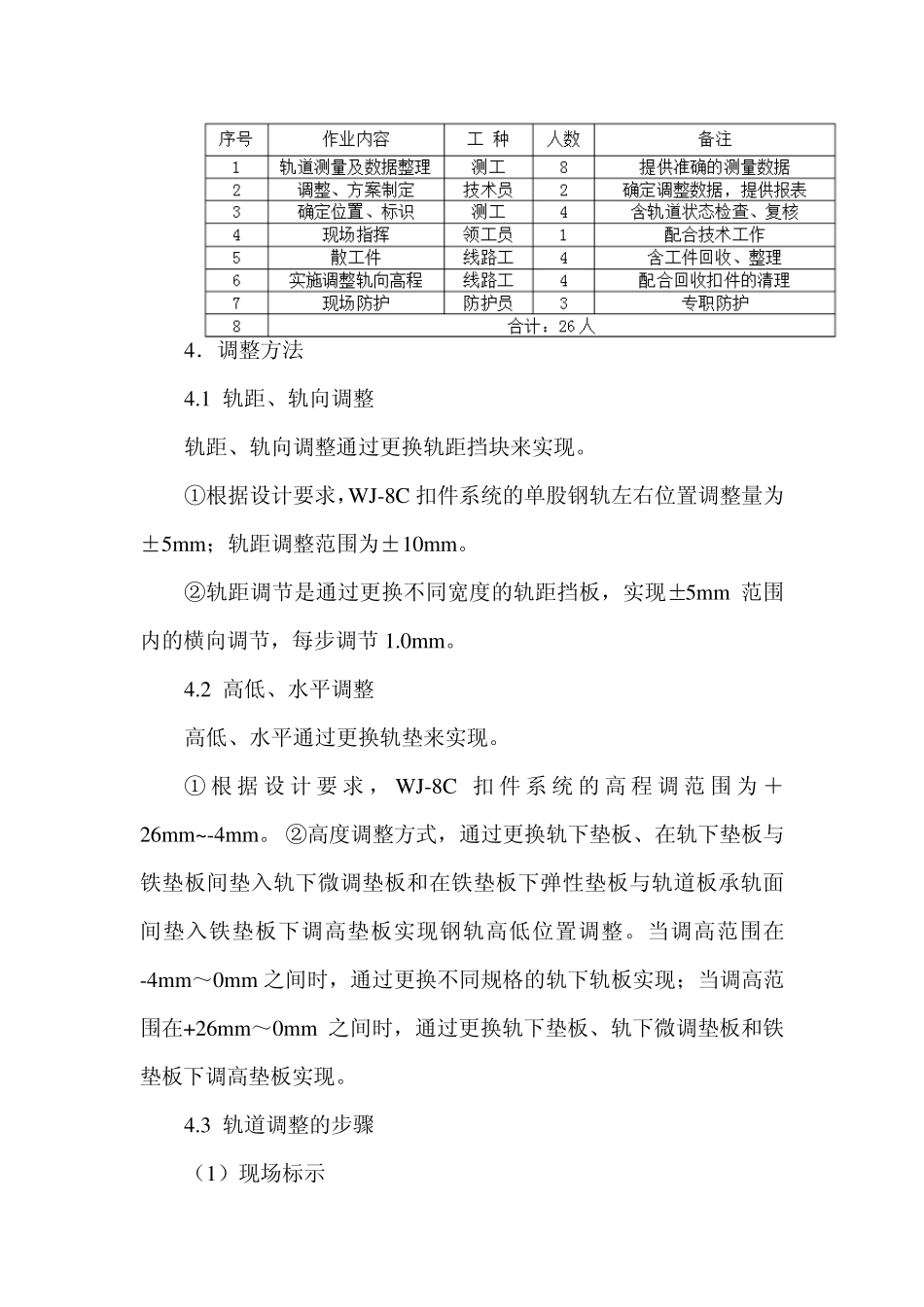
2 劳动力组织 每个作业面安排 2 组人左右线同时进行施工,单组人员配置如下表: 4.调整方法