逐点比较法第一象限直线,圆弧插补编程 逐点比较法是以折线来逼近给定的轨迹,就是每走一步控制系统都要将加工点与给定的图形轨迹相比较,以决定下一步进给的方向,使之逼近加工轨迹
逐点比较法以折线来逼近直线或圆弧,其最大的偏差不超过一个最小设定单位
只要将脉冲当量取得足够小,就可以达到精度要求
逐点比较插补法在脉冲当量为0
01mm,系统进给速度小于3000mm/min 时,能很好的满足要求
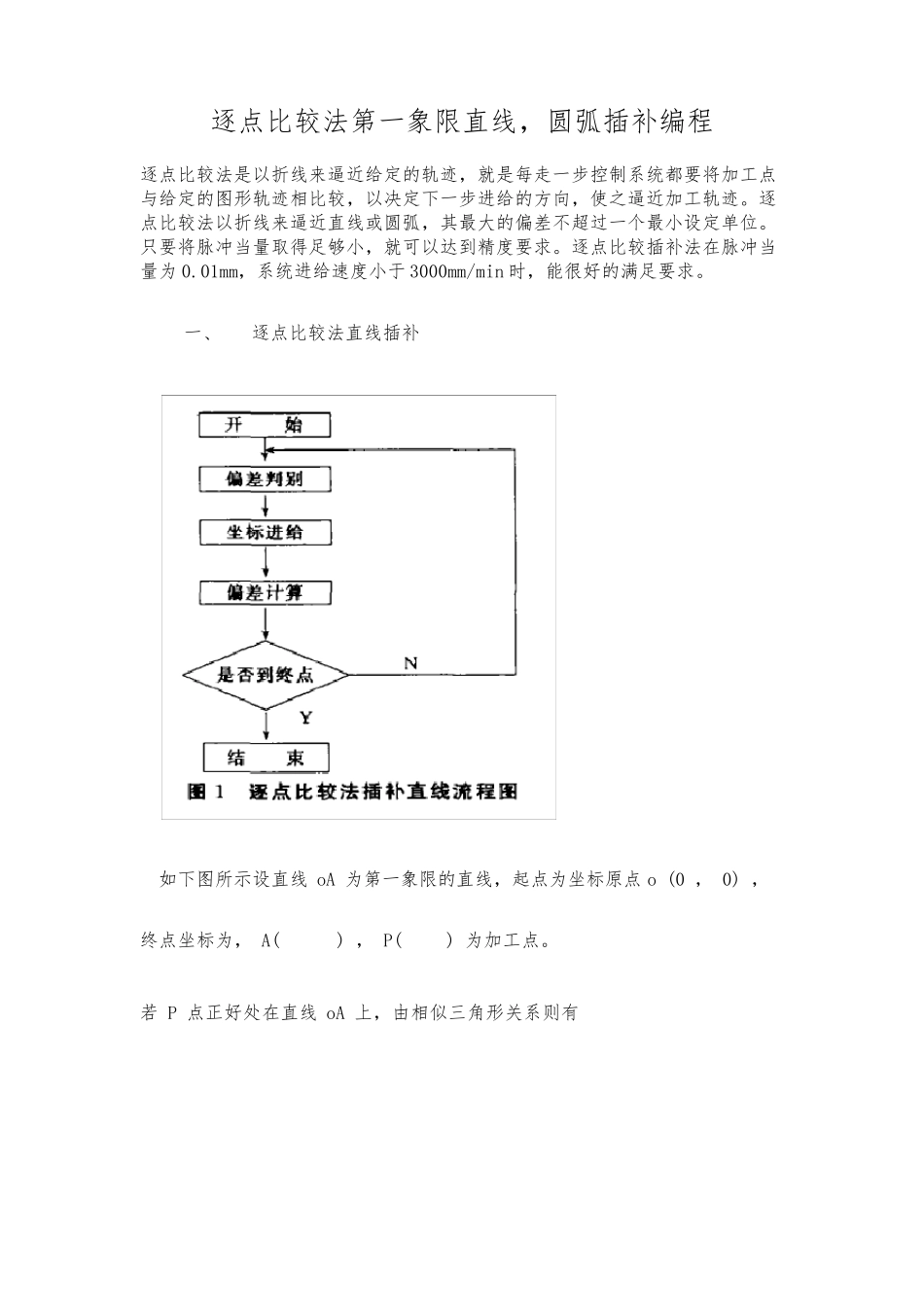
一、 逐点比较法直线插补 如下图所示设直线 oA 为第一象限的直线,起点为坐标原点o (0 , 0) ,终点坐标为, A( ) , P() 为加工点
若 P 点正好处在直线 oA 上,由相似三角形关系则有 即 点在直线 oA 上方 ( 严格为直线 oA 与 y 轴正向所包围的区域 ) ,则有 即 若 P 点在直线 oA 下方 ( 严格为直线 oA 与 x 轴正向所包围的区域 ) ,则有 图 3 — 1 逐点比较法第一象限直线插补 即 令 则有: ①如 ,则点 P 在直线 oA 上,既可向 +x 方向进给一步,也可向 +y 方向进给一步; ②如 ,则点 P 在直线 oA 上方,应向 +x 方向进给一步,以逼近 oA直线; ③如 ,则点 P 在直线 oA 下方,应向 +y 方向进给一步 ,以逼近 oA直线一般将 及 视为一类情况, 即 时,都向 +x 方向进给一步
当两方向所走的步数与终点坐标相等时,停止插补
这即逐点比较法直线插补的原理
对第一象限直线 oA 从起点 ( 即坐标原点 ) 出发,当 F 时, +x 向走一步;当 F