门套生产工艺流程及说明我公司现有门套工艺共分为A、B 两种型号
(一)门套 A 套1、示意图A-1 A-2 A-3 2
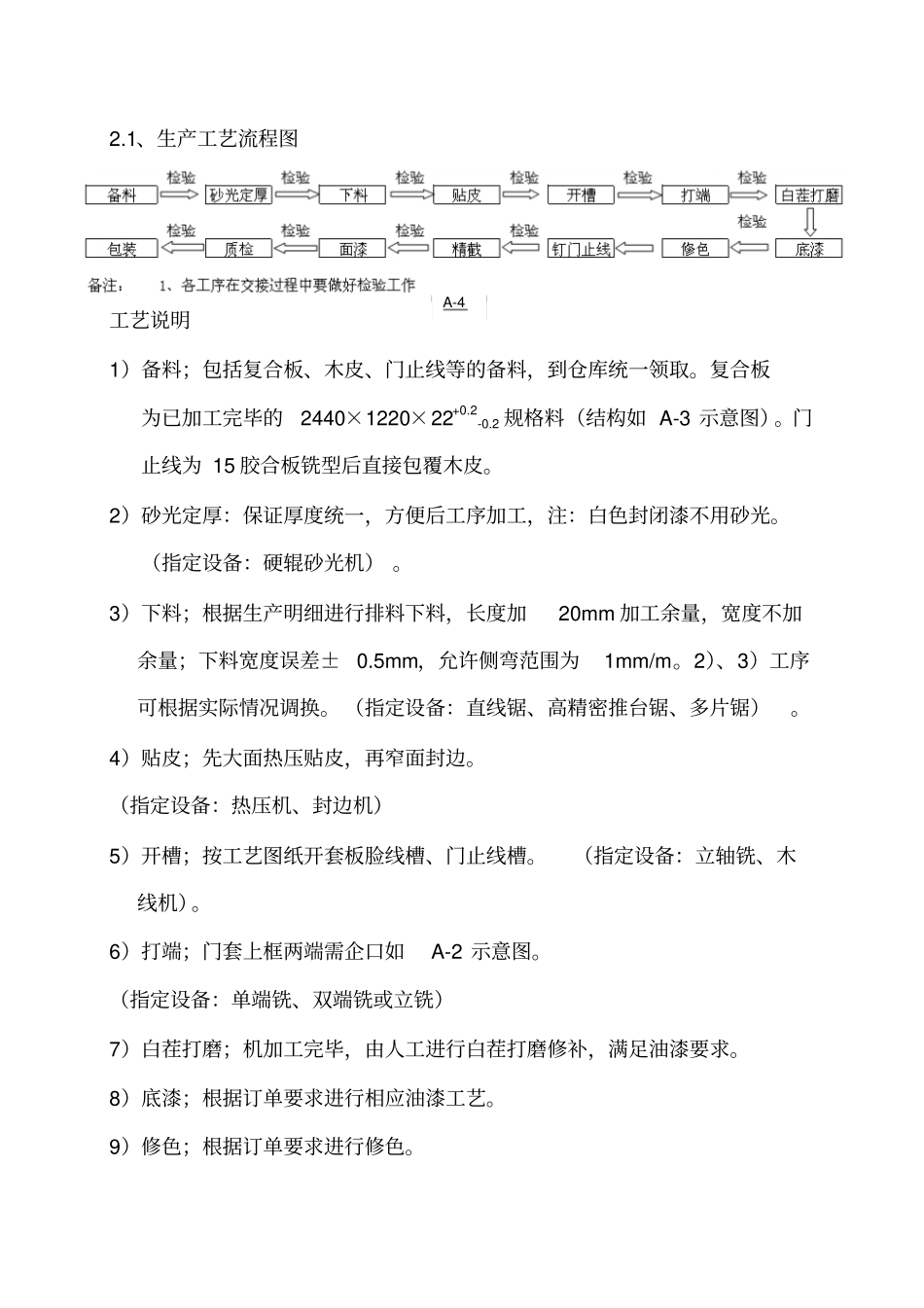
1、生产工艺流程图工艺说明1)备料;包括复合板、木皮、门止线等的备料,到仓库统一领取
复合板为已加工完毕的2440×1220×22+0
2 规格料(结构如 A-3 示意图)
门止线为 15 胶合板铣型后直接包覆木皮
2)砂光定厚:保证厚度统一,方便后工序加工,注:白色封闭漆不用砂光
(指定设备:硬辊砂光机)
3)下料;根据生产明细进行排料下料,长度加20mm 加工余量,宽度不加余量;下料宽度误差±0
5mm,允许侧弯范围为1mm/m
2)、3)工序可根据实际情况调换
(指定设备:直线锯、高精密推台锯、多片锯)
4)贴皮;先大面热压贴皮,再窄面封边
(指定设备:热压机、封边机)5)开槽;按工艺图纸开套板脸线槽、门止线槽
(指定设备:立轴铣、木线机)
6)打端;门套上框两端需企口如A-2 示意图
(指定设备:单端铣、双端铣或立铣)7)白茬打磨;机加工完毕,由人工进行白茬打磨修补,满足油漆要求
8)底漆;根据订单要求进行相应油漆工艺
9)修色;根据订单要求进行修色
A-4 10)钉门止线;立框齐头 ,上框如 A-2 示意图
(指定设备:直钉枪)11)精裁;按生产明细将套板净尺
(指定设备:推台锯)12)面漆
13)质检;油漆完毕质检检验合格通知包装
14)包装;按包装通知进行包装并合理堆放,通知销售部发货
2、门止线生产工艺流程及说明门止线工艺说明1)备料:从仓库领取15mm 胶合板;2)下料:按生产明细下料; (指定设备:直线锯或高精密推台锯或多片锯)3)倒角:按工艺图纸进行倒角; (指定设备:立轴铣)4)开槽:按工艺图纸进行开槽、企口; (指定设备:立轴铣)5)包覆木皮:按订单要求进行包覆木皮;6)白茬打磨:机加工完毕,由人工进行白茬打磨修