24/10/201GM-KD5025grindingmachinebody(41T)castingpartVolume2Volume2CastingCasting1
Casting1
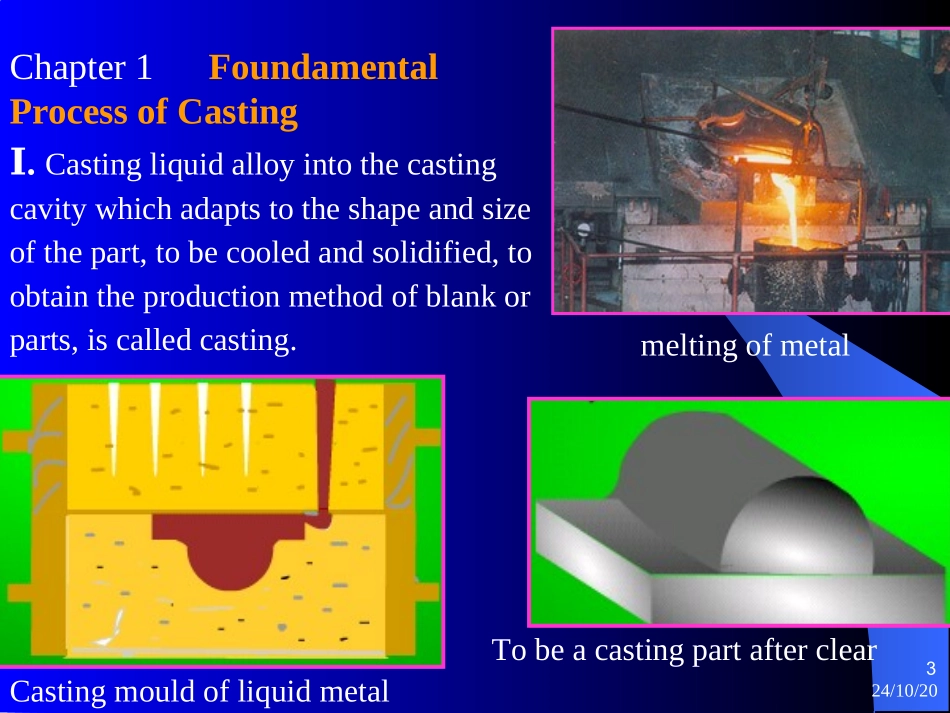
CastingCastingliquidalloyintothecastingcavitywhichadaptstotheshapeandsizeofthepart,tobecooledandsolidified,toobtaintheproductionmethodofblankorparts,iscalledcasting24/10/20224/10/203meltingofmetalCastingmouldofliquidmetalTobeacastingpartafterclearChapter1FoundamentalProcessofCastingⅠ
Castingliquidalloyintothecastingcavitywhichadaptstotheshapeandsizeofthepart,tobecooledandsolidified,toobtaintheproductionmethodofblankorparts,iscalledcasting
24/10/204Ⅱ
CharacteristicsofCasting1
Canbemadetocomplicatedform,especiallyfortheworkblankwithcomplicatedlumen;2
Thecastingweightandthealloycanbeusedareunrestricted;3
Hassmallallowanceofmachingandlowcost
Therefore,thecastingprocessiswidelyapplicated
But,(1)tensiles