0 QB/HT-RQ-04-07 有限公司企业标准筒节制造通用工艺守则编制审核批准发放单位接收单位接收人:1主题内容与适用范围1 本守则规定了压力容器筒节制造过程的控制内容、主要制造工序及各工序的操作要点和质量要求
本守则适用于碳素钢、低合金钢钢板及不锈钢板卷制的筒节(含卷制接管、圆锥筒)
卷圆、校圆等通用工艺技术要求
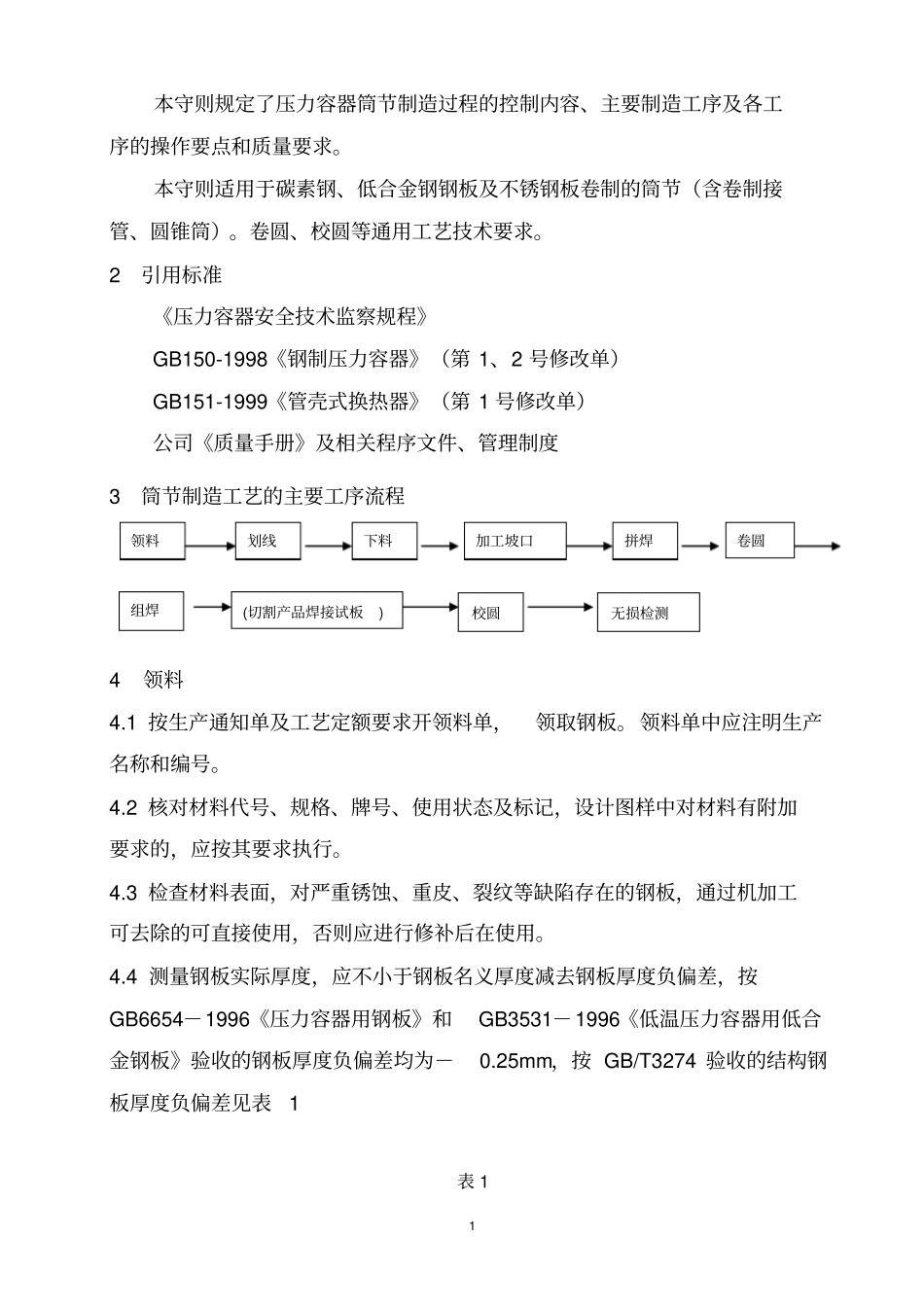
2 引用标准《压力容器安全技术监察规程》GB150-1998《钢制压力容器》(第 1、2 号修改单)GB151-1999《管壳式换热器》(第 1 号修改单)公司《质量手册》及相关程序文件、管理制度3 筒节制造工艺的主要工序流程4领料4
1 按生产通知单及工艺定额要求开领料单,领取钢板
领料单中应注明生产名称和编号
2 核对材料代号、规格、牌号、使用状态及标记,设计图样中对材料有附加要求的,应按其要求执行
3 检查材料表面,对严重锈蚀、重皮、裂纹等缺陷存在的钢板,通过机加工可去除的可直接使用,否则应进行修补后在使用
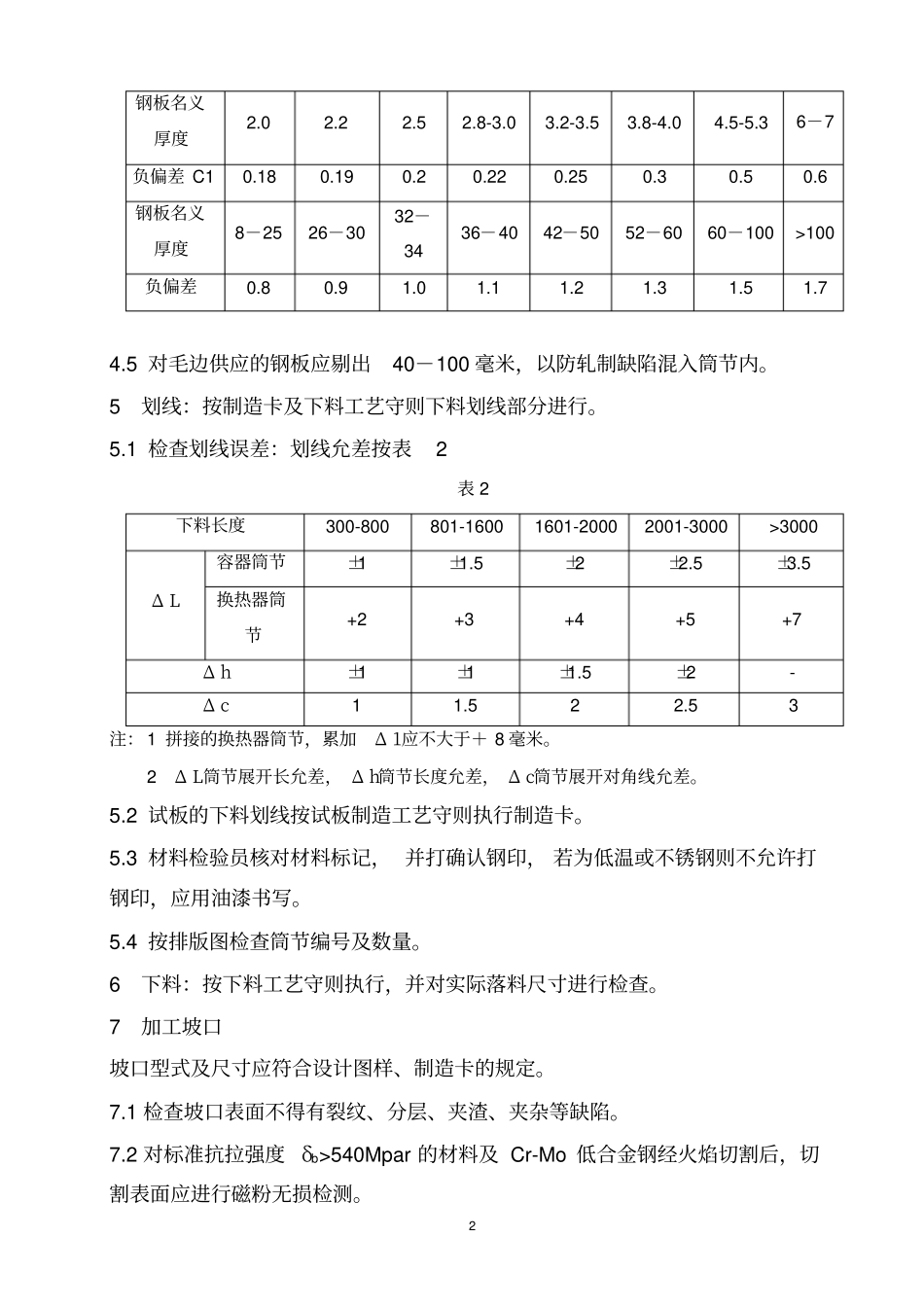
4 测量钢板实际厚度,应不小于钢板名义厚度减去钢板厚度负偏差,按GB6654-1996《压力容器用钢板》和GB3531-1996《低温压力容器用低合金钢板》验收的钢板厚度负偏差均为-0
25mm,按 GB/T3274 验收的结构钢板厚度负偏差见表1 表 1 领料划线(切割产品焊接试板) 校圆无损检测下料加工坡口拼焊卷圆组焊2 钢板名义厚度2
3 6-7 负偏差 C1 0
6 钢板名义厚度8-25 26-30 32-34 36-40 42-50 52-60 60-100 >100 负偏差0
5 对毛边供应的钢板应剔出40-100 毫米