0 QB/HT-RQ-07-07 山东 XX 有限公司企业标准补强圈制造通以工艺守则编制审核批准发放单位接收单位接收人:2007 年 4 月 5 日发布2007 年 4 月 15 日实施1 1 主题内容及适以范围本工艺守则规定了补强圈的主要制造工序,各工序的制造要点、控制的主要内容和质量要求
本守则适以於压力容器的补强圈的制造
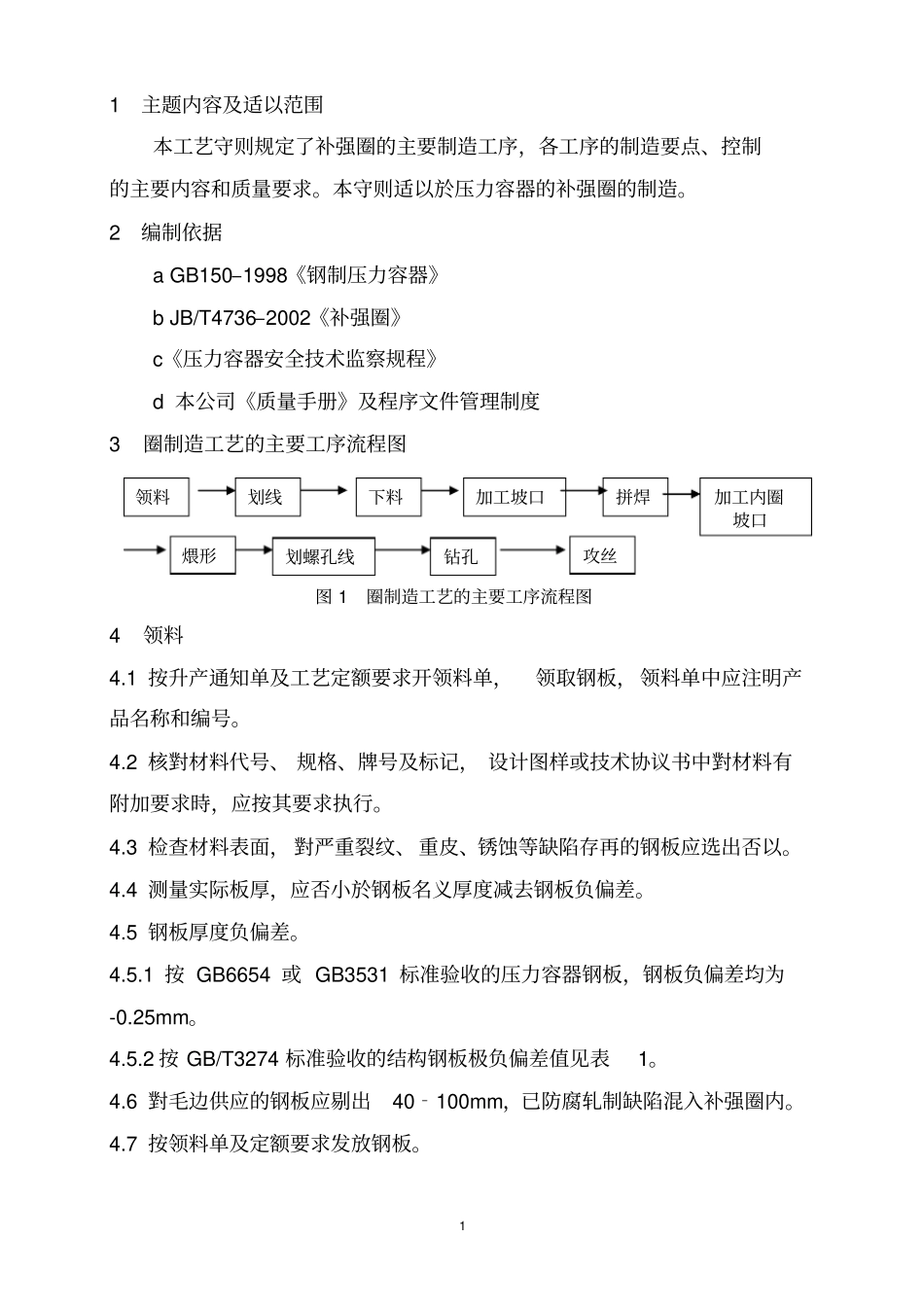
2 编制依据a GB150–1998《钢制压力容器》b JB/T4736–2002《补强圈》c《压力容器安全技术监察规程》d 本公司《质量手册》及程序文件管理制度3圈制造工艺的主要工序流程图图 1 圈制造工艺的主要工序流程图4领料4
1 按升产通知单及工艺定额要求开领料单,领取钢板,领料单中应注明产品名称和编号
2 核對材料代号、 规格、牌号及标记, 设计图样或技术协议书中對材料有附加要求時,应按其要求执行
3 检查材料表面, 對严重裂纹、重皮、锈蚀等缺陷存再的钢板应选出否以
4 测量实际板厚,应否小於钢板名义厚度减去钢板负偏差
5 钢板厚度负偏差
1 按 GB6654 或 GB3531 标准验收的压力容器钢板,钢板负偏差均为-0
2 按 GB/T3274 标准验收的结构钢板极负偏差值见表1
6 對毛边供应的钢板应剔出40‐100mm,已防腐轧制缺陷混入补强圈内
7 按领料单及定额要求发放钢板
领料划线划螺孔线钻孔攻丝下料加工坡口拼焊加工内圈坡口煨形2 表 1 GB/T3274 标准验收的结构钢钢板极负偏差值(mm)钢 板 厚度2
5 6‐7 负 偏 差CI 0
6 钢 板 厚度8‐25 26‐30 32‐34 36‐40 42‐50 52‐60 60‐100