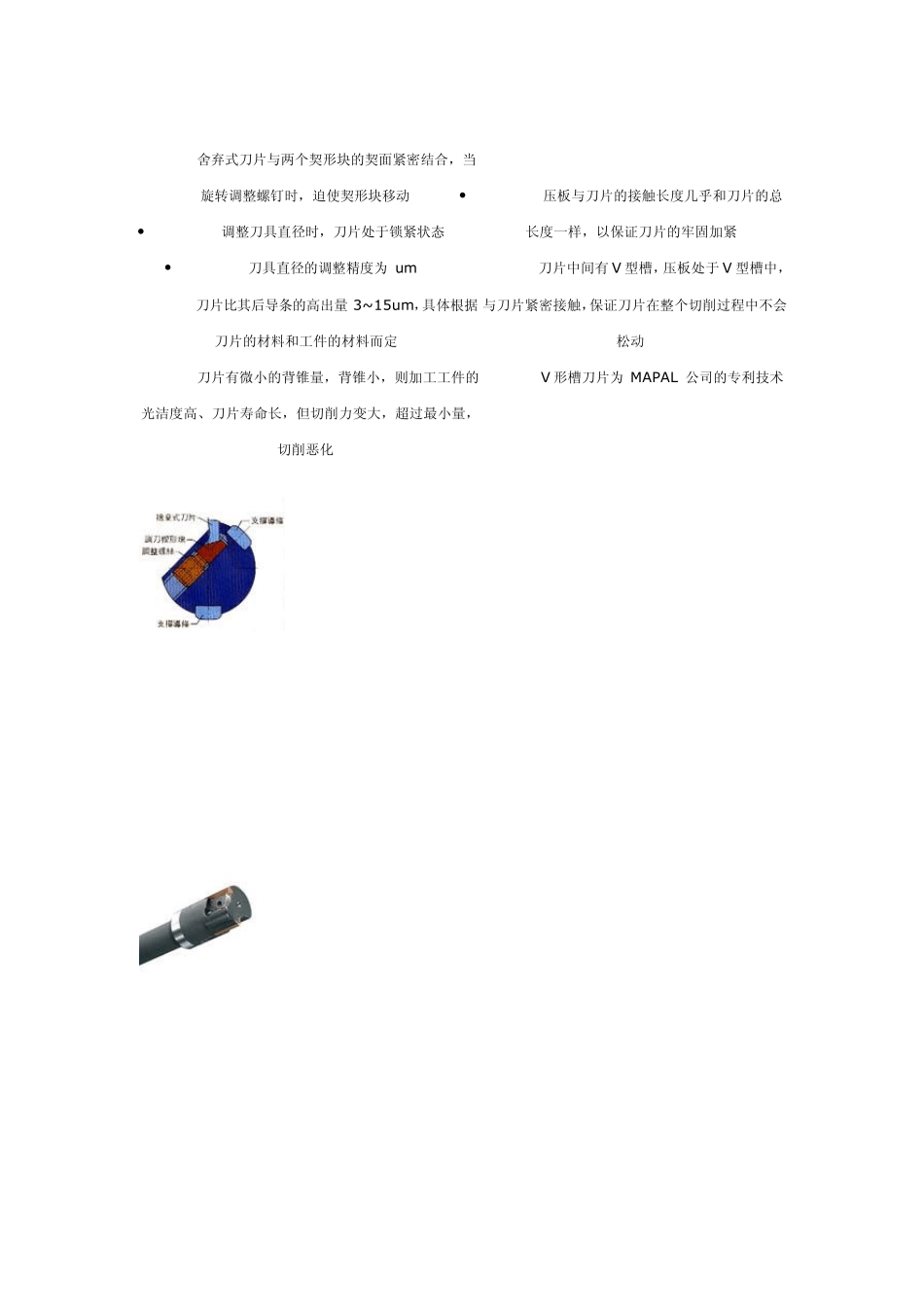
舍弃式刀片与两个契形块的契面紧密结合,当旋转调整螺钉时,迫使契形块移动 调整刀具直径时,刀片处于锁紧状态 刀具直径的调整精度为 um 刀片比其后导条的高出量3~ 15um,具体根据刀片的材料和工件的材料而定 刀片有微小的背锥量,背锥小,则加工工件的光洁度高、刀片寿命长,但切削力变大,超过最小量,切削恶化 压板与刀片的接触长度几乎和刀片的总长度一样,以保证刀片的牢固加紧 刀片中间有V 型槽,压板处于V 型槽中,与刀片紧密接触,保证刀片在整个切削过程中不会松动 V 形槽刀片为 MAPAL 公司的专利技术 螺纹差动式微调镗刀的设计与制造 微调镗刀是精密孔加工中不可缺少的重要刀具,其加工孔的精度能达到IT6 级,表面粗糙度可达到’Ra0
6µm,常见的型式有螺纹式微调镗刀、偏心式微调镗刀、滑槽式双刃镗刀以及浮动镗刀等
这些微调镗刀各具特点,在实际生产中得到广泛应用,其中螺纹差动式微调镗刀构思新颖,微调精度高,可自动消除螺纹间隙,是一种具有发展前途的微调镗刀
本文重点介绍该刀具的设计与制造要点
内螺纹导向套 4
径向紧定螺钉 5
轴向紧定螺钉 8
刀头体联接螺钉 9
紧定导向螺钉 10
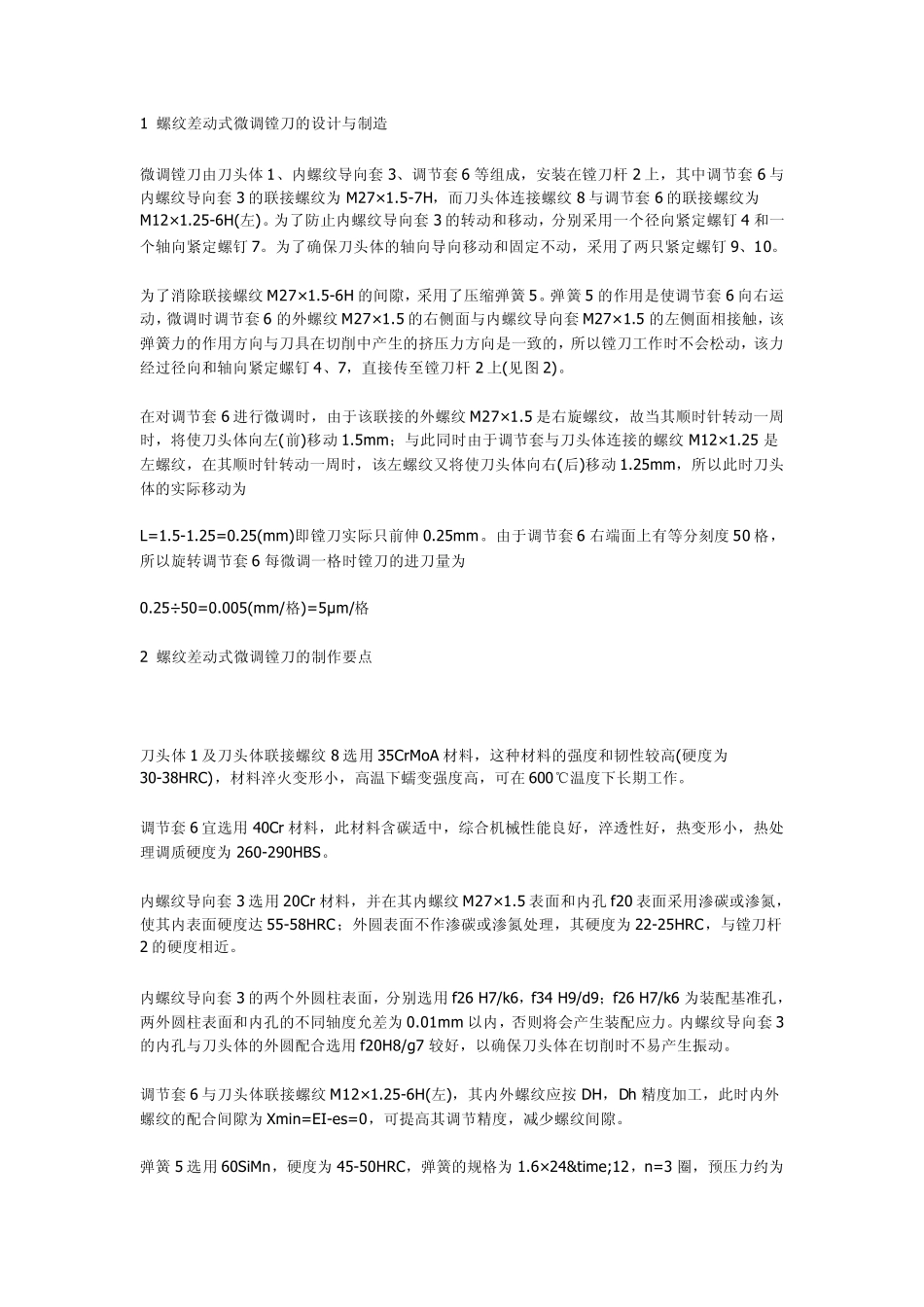
压紧螺钉 图 1 螺纹差动式微调镗刀结构 图 2 弹簧 5 的间隙消除原理 1 螺纹差动式微调镗刀的设计与制造 微调镗刀由刀头体 1、内螺纹导向套 3、调节套 6 等组成,安装在镗刀杆 2 上,其中调节套 6 与内螺纹导向套 3 的联接螺纹为 M27×1
5-7H,而刀头体连接螺纹 8 与调节套 6 的联接螺纹为M12×1
25-6H(左)
为了防止内螺纹导向套 3 的转动和移动,分别采用一个径向紧定螺钉 4 和一个轴向紧定螺钉 7
为了确保刀头体的轴向导向移动和固定不动,采用了两只紧定螺钉 9、10
为了消除联接螺纹 M27×