Moldflow 冷却分析技术 newmaker 概述 注塑模冷却系统设计的好坏是模具设计成功与否的一个关键因素,它直接影响塑料制品的质量和生产效率
在注塑成型过程中,塑料制品在型腔中的冷却时间要占整个成型周期的70%~80%,而且冷却的速度和均匀性直接影响制品的性能
如果冷却系统设计不合理的话,会造成生产周期过长,成本过高,另一方面,不均匀的冷却效果也会造成产品因热应力而产生翘曲变形,从而影响产品品质
一. 冷却分析技术的作用 衡量模具冷却系统设计好坏的标准有两个:一是是制品冷却时间最短;二是使制品的各个部位均匀冷却
影响冷却系统的因素很多,除了塑料制品的几何形状、冷却介质、流量、温度、冷却水路的布置、模具材料、塑料熔体温度、模具温度、塑料顶出温度外,还涉及到塑料与模具之间的非稳态热循环交互作用
用实验的方法来测试不同的冷却系统对冷却时间和制品质量的影响是相当困难的,也是不现实的
传统的冷却系统设计多以经验为主,往往无法将冷却系统优化,以进行均匀而有效的冷却,结果造成成型周期过长,并可能使产品冷却不均而导致翘曲变形
计算机分析与模拟则是完成这种预测的最佳方法
Moldflow 可以对冷却系统作优化设计,通过分析冷却系统对流动过程的影响,优化冷却管道的布局和边界条件,从而产生均匀的冷却,并由此缩短成型周期,减少产品成型后的内应力,提高产品质量,降低成本
二. 冷却系统设计原则 1. 注塑模的热传输 在注塑成型过程中,存在四种基本的热传输方式:强制对流、自然对流、传导和辐射
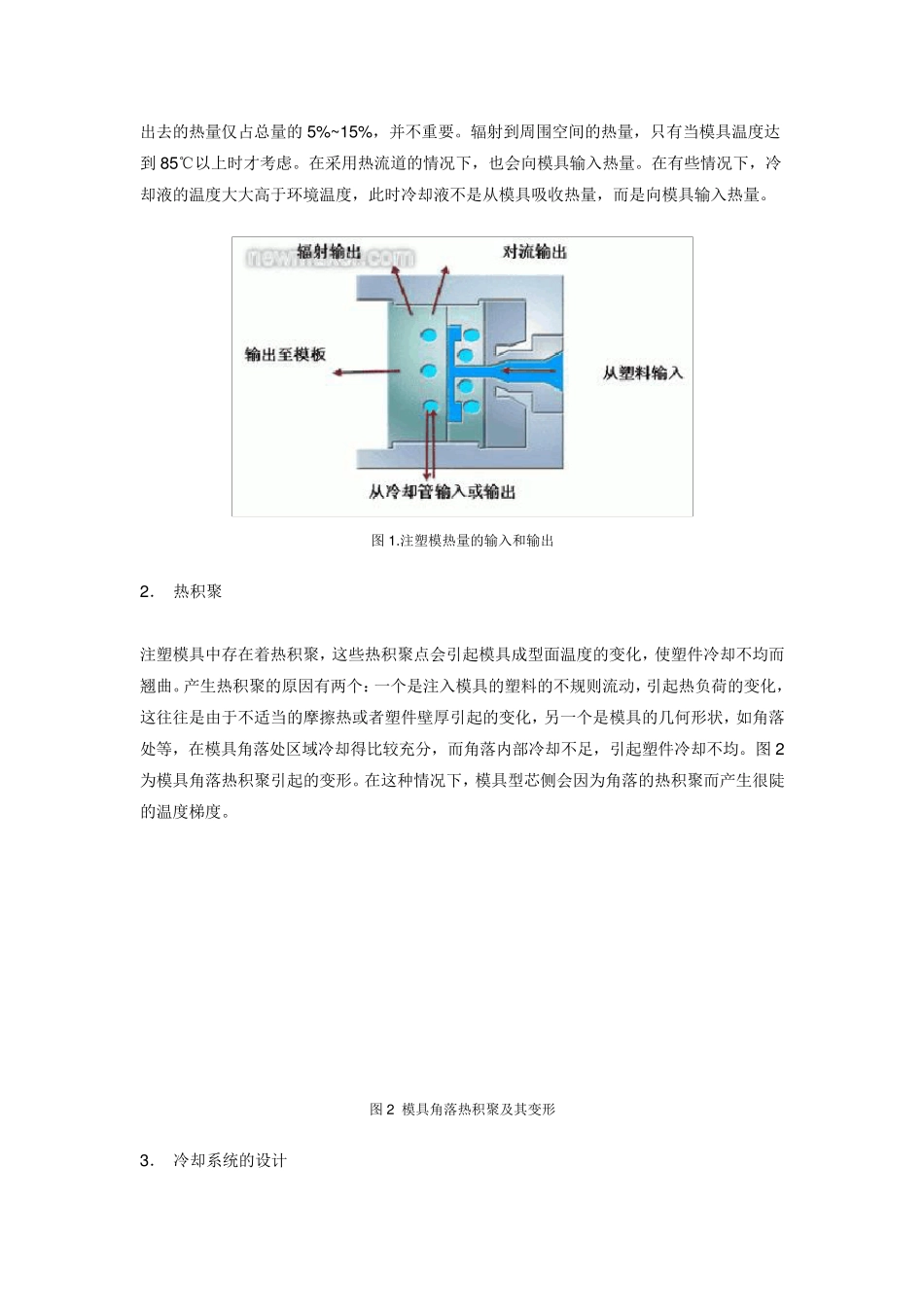
注塑模热量的输入和输出如图 1 所示
由塑料带入注塑模的热量,其中80%~95%通过模具金属传导至冷却水管壁,然后遣散到冷却水管中去
传导至注塑机模板的热量和从模具表面对流 出去的热量仅占总量的5%~15%,并不重要
辐射到周围空间的热量,只有当模具温度达到85℃以上时才考虑
在采用热流道的情况下,