1 习题与思考1-1 什么是生产过程、工艺过程和工艺规程
工艺规程在生产中起何作用
1-2 什么是工序、安装、装夹、工位、工步和行程
工序和工步、安装和装夹、安装和工位的主要区别是什么
1-3 生产类型是根据什么划分的
目前有几种生产类型
它们各有那些主要工艺特征
在多品种生产的要求下各种生产类型又有哪些不足
1-4 评价各种获得加工精度(包括形状精度、尺寸精度和位置要求)方法的优缺点
1-5 机械加工工艺过程卡和工序卡的区别是什么
简述它们的应用场合
1-6 简述机械加工工艺规程的设计原则、步骤和内容
1-7 如何理解结构工艺性的概念
如何分析设计和制造的关系和矛盾
零件结构工艺性有那些要求
1-8 应该怎样选择毛坯类型、制造方法和毛坯精度
1-9 何谓基准
基准分哪几种
分析基准时要注意些什么
1-10 精、粗定位基准的选择原则各有那些
如何分析这些原则之间出现的矛盾
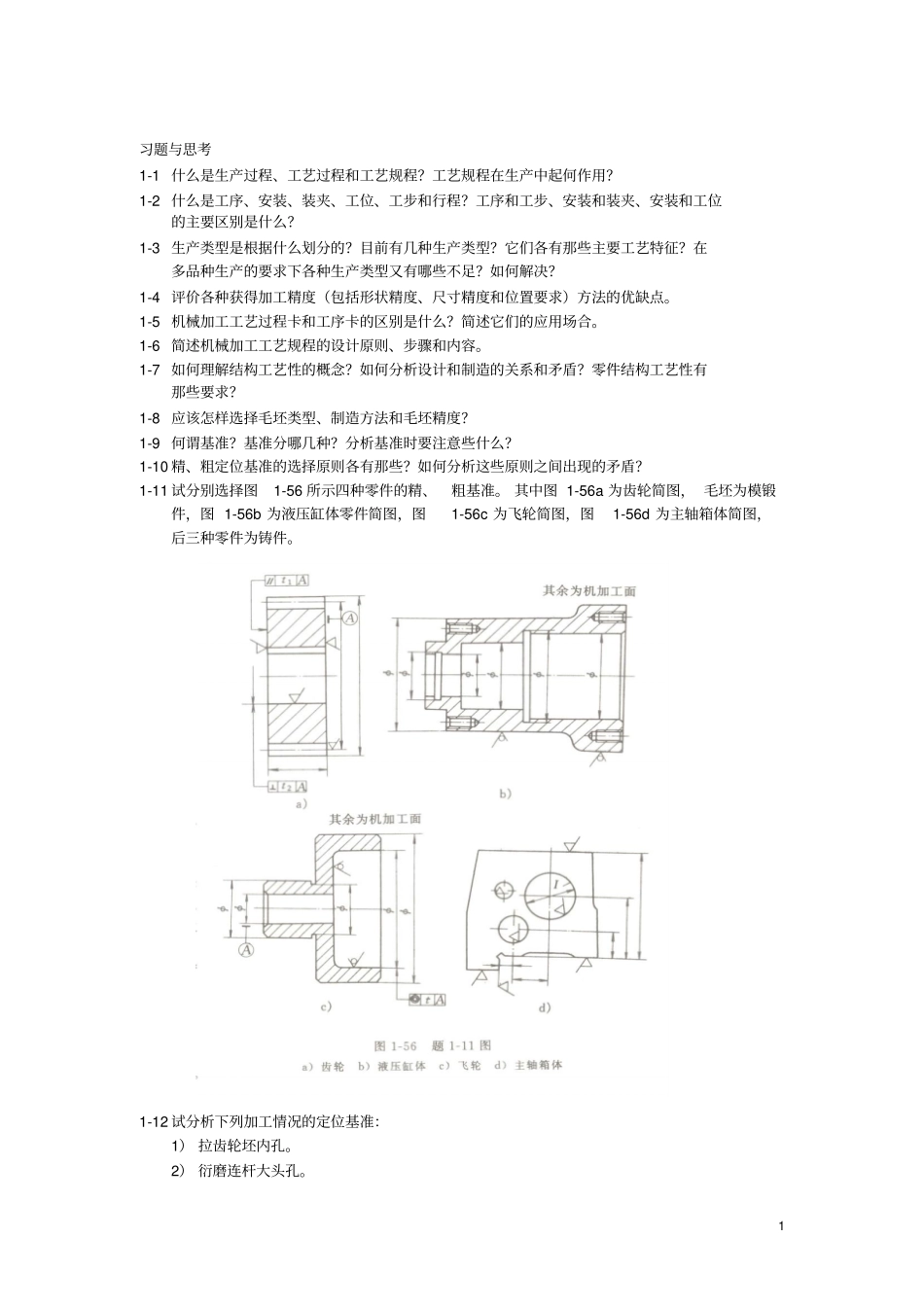
1-11 试分别选择图1-56 所示四种零件的精、粗基准
其中图 1-56a 为齿轮简图, 毛坯为模锻件,图 1-56b 为液压缸体零件简图,图1-56c 为飞轮简图,图1-56d 为主轴箱体简图,后三种零件为铸件
1-12 试分析下列加工情况的定位基准:1) 拉齿轮坯内孔
2) 衍磨连杆大头孔
2 3) 无心磨削塞销外圆
4) 用浮动镗刀块精镗内孔
5) 磨削床身导轨面
6) 超精加工主轴轴颈
7) 箱体零件攻螺纹
8) 用与主轴浮动连接的绞刀绞孔
1-13 何谓经济精度
如何选择加工方法
1-14 有一小轴, 毛坯为热轧棒料,大量生产的工艺路线为粗车、半精车、 淬火、 粗磨、 精磨,外圆设计尺寸为mm013
030,已知各工序的加工余量和经济精度,试确定各工序的尺寸以及偏差、毛坯尺寸及粗车余量,并填入下表(余量为双边余量)( mm)工序名称工序余量经济精度工序尺寸及偏差精磨0