1确认此台机器已经有要更改的产品的程序(如果没有,从磁盘拷贝或自己编程) 4
2 点击SET UP,进入BOARD文件夹里选择要生产的产品程序
在PCB Board 里,察看PCB SIZE 的Y值,Z 4
3依照程序里的Y的宽度值把轨道调整好,把托盘/PCB放在轨道上,看其是否滑动顺畅若太紧或太松,则适当调整Y值以确保其顺畅
4在UNIT 里,点击CONVEYOR,打开MAIN STOPPER,使之抬起,把托盘/PCB放在轨道的左端,打开CONVEYOR的right方向键,让托盘/PCB自动移到机器里,打开PUSH UP ,使工作台抬起,然后放顶PIN,同时检查调整PUSH UP高度,使之刚刚把PCB顶到轨道高度, 4
5打开LOCATE PIN,检查两支PIN 是否在托盘/PCB的孔内,若不在,则调整其位置,使之对准托盘/PCB的两个孔
(此项只适合PIN+PUSH UP 的方式) 4
6 打开PUSH IN调整其夹紧程度,保证其竖直夹住托盘/PCB,然后再打开EDGE CLAMP, 观察是否动作正常
(此项只适合EDGE CLAMP的方式)值和托盘/PCB的宽度,厚度是否一致,若不一致,修改后保存
(见附图)YAMAHA贴片机设置作业指导4
贴片机设置程序:1
目的:确立贴片机设置的标准,正确设定贴片机
范围:适用于YAMAHA贴片机—YV100XG设置
参考:YAMAHA OPERATION MANUAL YAMAHA SERVICE MANUAL5
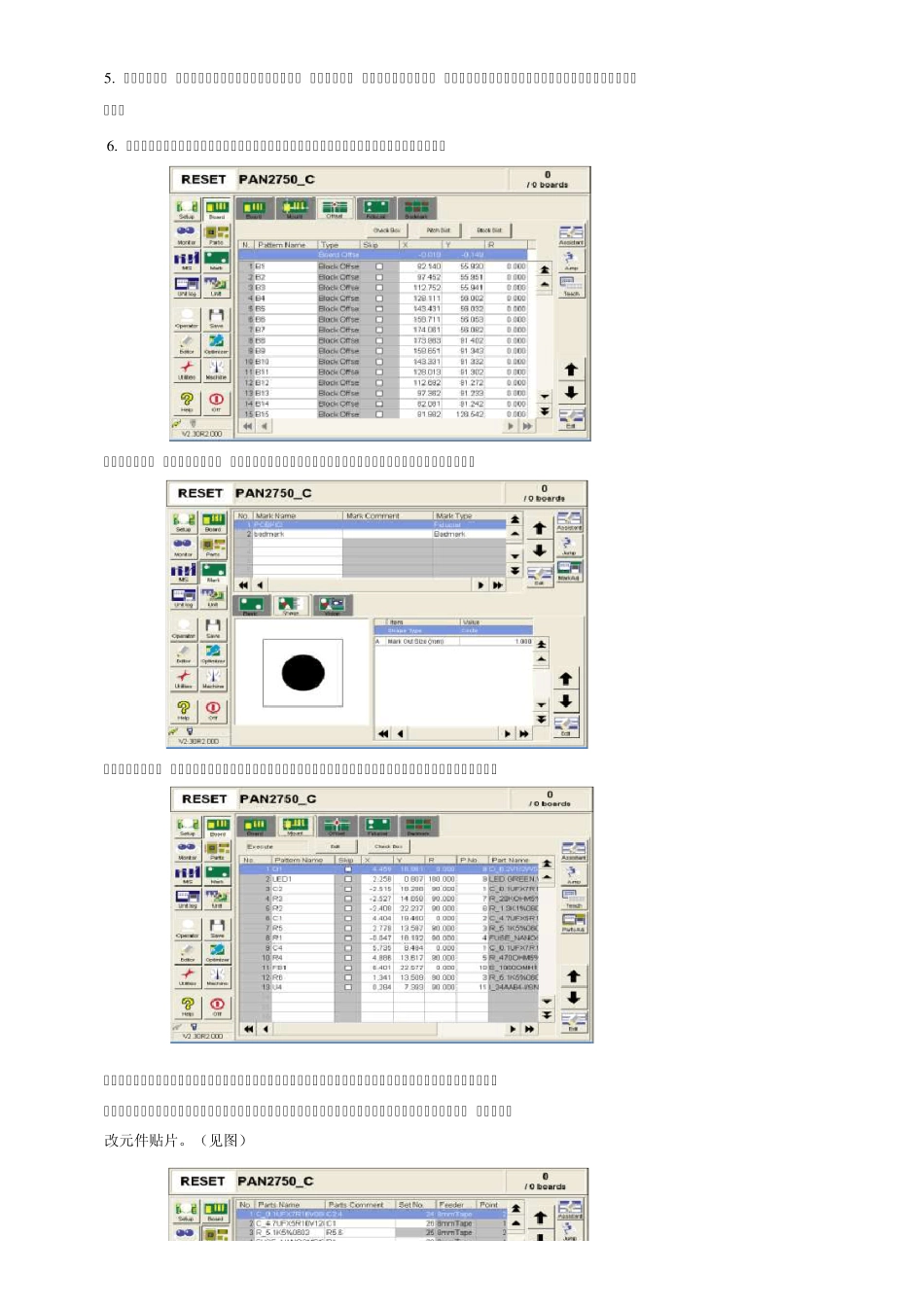
在Board Fiducial里,检查BOARD ORIGIN ,PCB/BLOCK FIDUCIAL是否准确,若不准,则修改相应参数使之准确
在MARK 里检查各MARK 点是否能自动搜索,若不能,则修改相应参数,使之能自动搜索
(见图) 8.在MOUNT 里检查各贴片元件位置是否