1 小 半 径 曲 线 钢 轨 磨 耗 分 析 及 整 治 措 施 小 半 径 曲 线 的 换 轨 周 期 , 主 要 由 上 股 钢 轨 的 侧 面 磨 耗 和 波 形 磨 耗 来 控 制
我 国 铁 路 行 业小 半 径 曲 线 上 的 钢 轨 有 98% 是 由 于 侧 面 磨 耗 超 限 而 报 废 的
对 于 小 半 径 曲 线 上 的 钢 轨 而 言 ,轮 轨 的 磨 耗 和 损 伤 十 分 严 重 , 具 体 表 现 在 曲 线 上 股 钢 轨 侧 磨 加 剧 , 导 致 几 何 形 状 发 生 改 变 ,有 效 截 面 减 小 , 影 响 运 营 安 全
因 此 , 必 须 在 钢 轨 磨 损 达 到 一 定 限 度 时 就 更 换 钢 轨 , 以 保 证列 车 的 运 营 安 全
严 重 的 钢 轨 侧 面 磨 耗 减 少 了 钢 轨 的 强 度 , 加 剧 了 钢 轨 的 伤 损 , 缩 短 了 钢 轨的 使 用 寿 命 , 不 仅 浪 费 大 量 的 资 金 , 而 且 还 干 扰 运 营 任 务 的 完 成
因 此 , 延 长 钢 轨 使 用 寿 命对 解 决轨 道交通因 钢 轨 磨 耗 而 出现 报 废 的 问题具 有 积极意义
1 曲 线 钢 轨 磨 损 机理 钢 轨 磨 耗 主 要 有 垂直磨 耗 、侧 面 磨 耗 、鞍型磨 耗 和 波 形 磨 耗 (简称波 磨 )等
其中影 响最大 的 是 钢 轨 的 侧 面 磨 耗 和 波 形 磨 耗 , 下面 就 这两种磨 耗 机理进行 简单阐 述
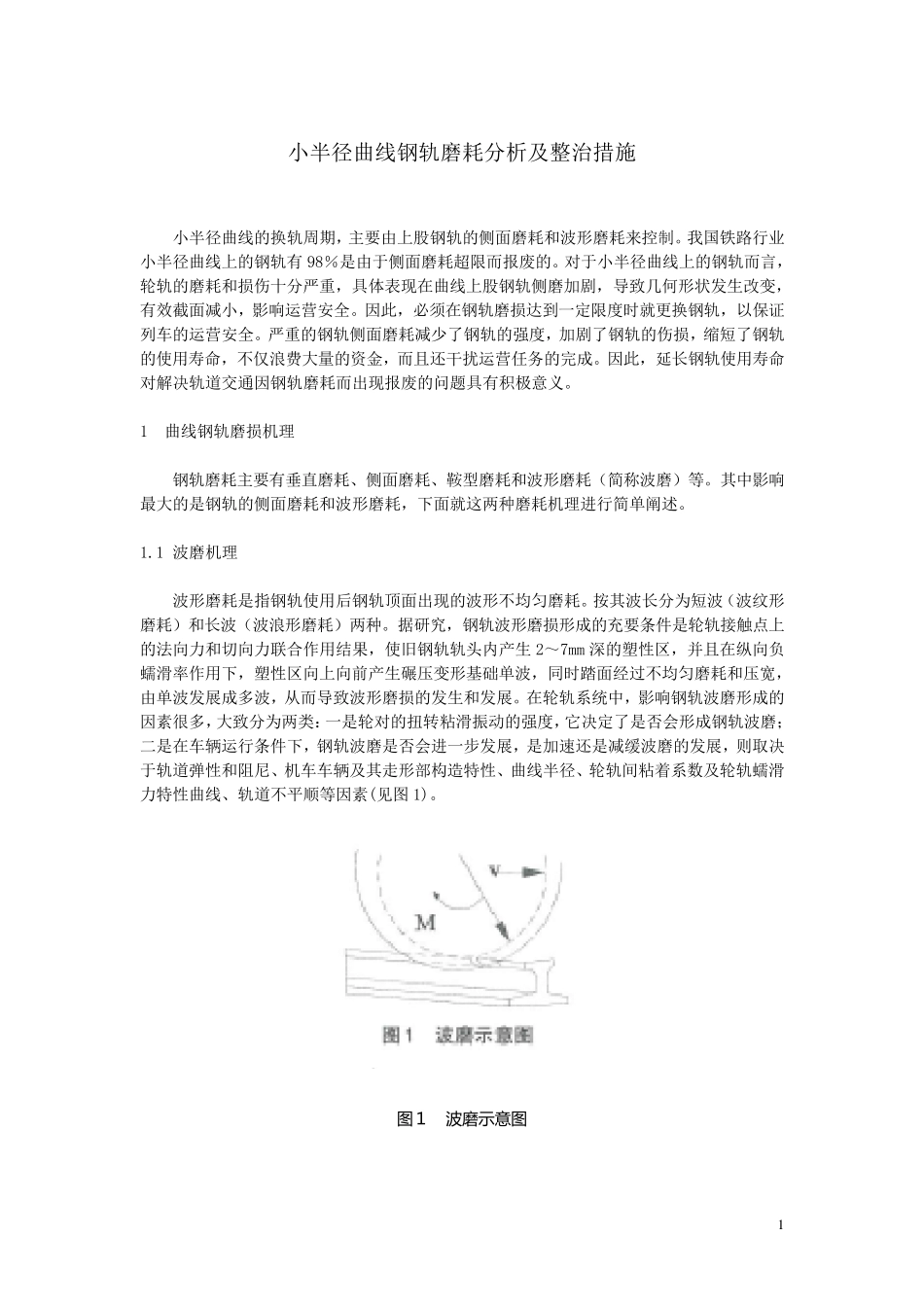
1 波 磨 机理 波 形 磨 耗 是 指 钢 轨 使 用 后 钢 轨 顶 面 出现 的 波 形 不 均 匀 磨 耗
按 其波 长 分 为 短 波 (波 纹 形磨 耗 )和 长 波 (波 浪 形 磨 耗 )两种