第 1 页共 7 页1DD本标准规定了电动三轮摩托车和三轮摩托车产品装配的基本要求,连接方式,试验方法,检验规则及标志、包装、运输和贮存,总装的通用技术要求等
本标准适用于电动三轮摩托车和三轮摩托车产品的装配
2DDDD—装配通用技术要求液压元件通用技术条件渐开线圆柱齿轮精度齿条精度齿轮传动装置清洁度摩托车紧固件扭矩值选择规范3DDDDD无
4叮部负责执行本标准要求内容
品管部负责对本标准执行情况的监督、考核工作
5DDDDDDD基本要求必须按照设计、工艺要求及本规定和有关标准进行装配;装配环境必须清洁;高精度产品的装配环境温度、湿度、防尘量、照明防震等必须符合有关规定;所有零部件(包括外购、外协件)必须具有检验合格证方能进行装配;零件在装配前必须清理和清洗干净,不得有毛刺、飞边、氧化皮、锈蚀、切屑、砂粒、灰尘和油污等,并应符合相应清洁度要求;装配过程中零件不得磕碰、划伤和锈蚀;油漆未干的零件不得进行装配;相对运动的零件,装配时接触面间应加润滑油(脂);各零、部件装配后相对位置应准确;装配时原则上不允许踩机操作,特殊部位必须上机操作时应采取特殊措施,应用防护罩盖住被踩部位,操作者须穿平底步鞋以防止破坏漆膜,电瓶及非金属等强度较低部位严禁踩踏
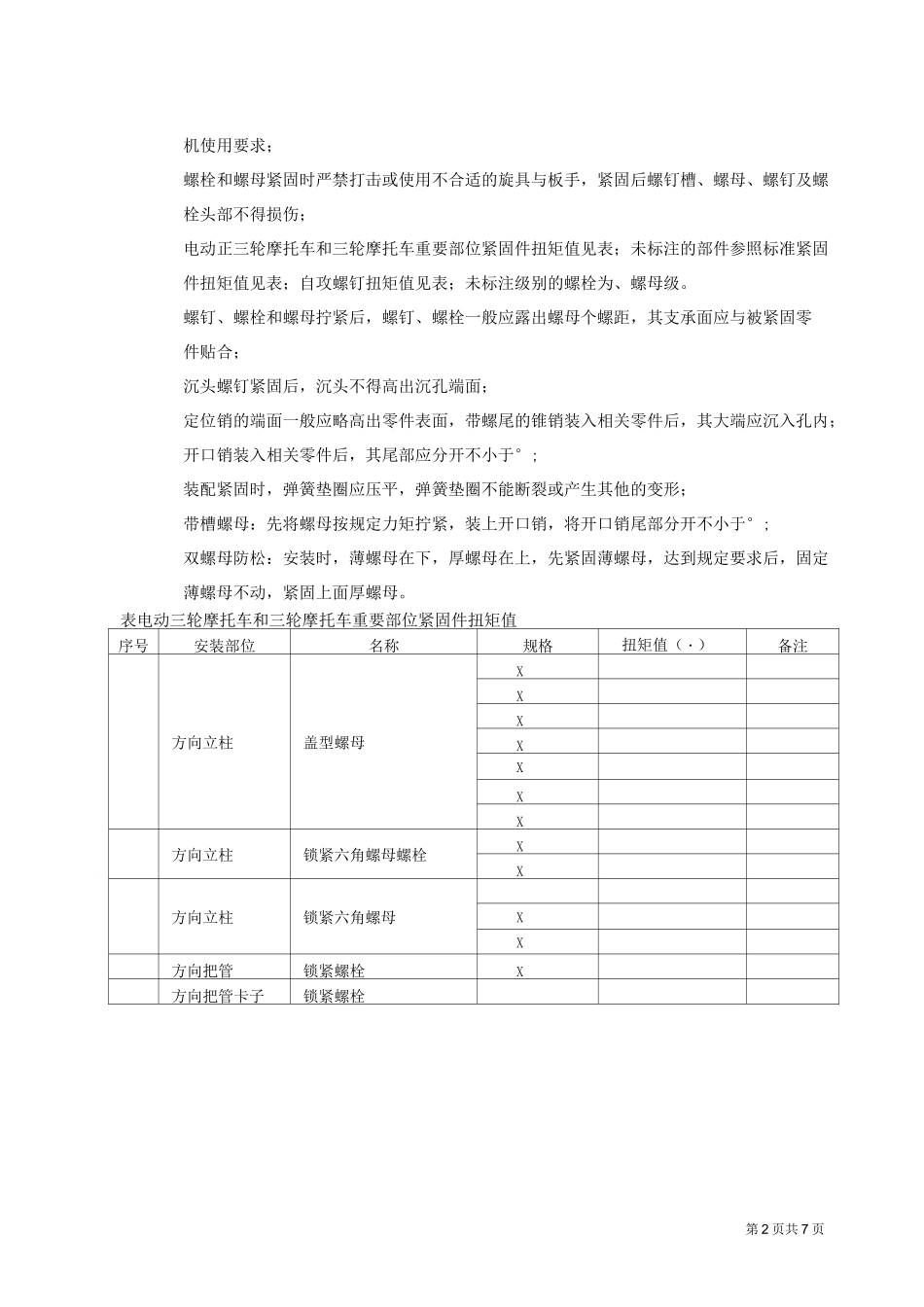
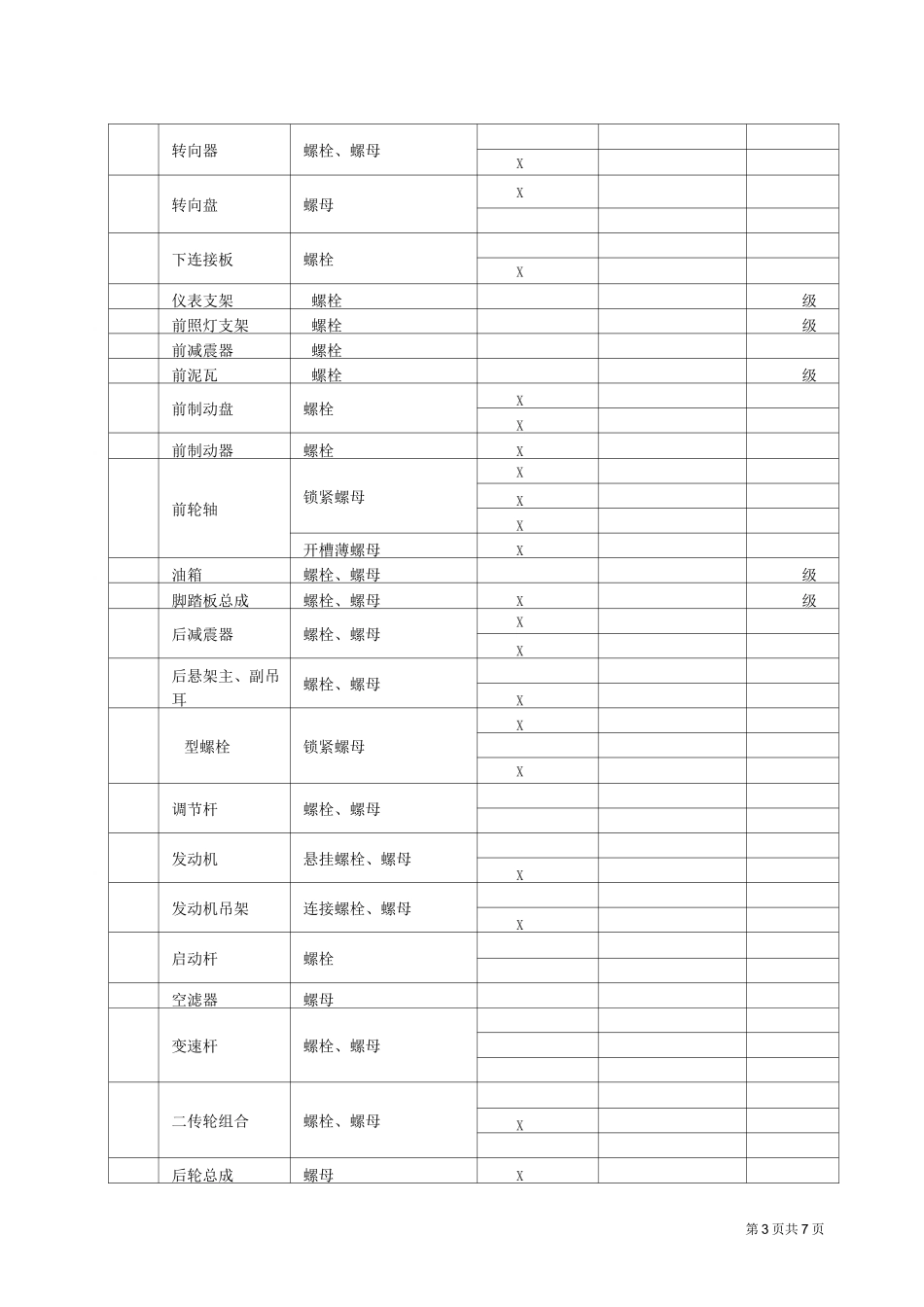
紧固件的装配螺栓、螺母:一端用开口扳手固定,另一端用气扳机拧紧,当紧固螺栓规格以上时,气扳机应冲击次以上,开口扳手与气扳机的规格与紧固螺栓相对应,压缩空气压力应达到气扳DDDDD/DDDDDDDDDD第 2 页共 7 页机使用要求;螺栓和螺母紧固时严禁打击或使用不合适的旋具与板手,紧固后螺钉槽、螺母、螺钉及螺栓头部不得损伤;电动正三轮摩托车和三轮摩托车重要部位紧固件扭矩值见表;未标注的部件参照标准紧固件扭矩值见表;自攻螺钉扭矩值见表;未标注级别的螺栓为、螺母级
螺钉、螺栓和螺母拧紧后,螺钉、螺栓一般应露出螺母个螺距,其支承面应与被紧固零