油箱酸洗磷化线技术要求编制:校对:审核:批准:第2页共 14页XXX有限公司(以下简称甲方)委托乙方承包甲方XXXX油箱酸洗磷化涂装生产线设备的设计、制造、安装、调试等工作
为确保项目成功,特提出如下技术要求:1
1 电源: 380/220V±10%,50Hz±5%
2 环境条件:温度: -5 ~45℃
相对湿度:≤97% 1
3 压缩空气:未端工作压力为0
4 加热能源 : 天然气 , 末端工作压力为 0
5 涂装线被布置在南区厂房1
6 设备在上述条件下应能正常工作
2.设计原则2
1 设计依据: 本次招标的技术要求符合相关行业和国家标准(具体内容件见附表)
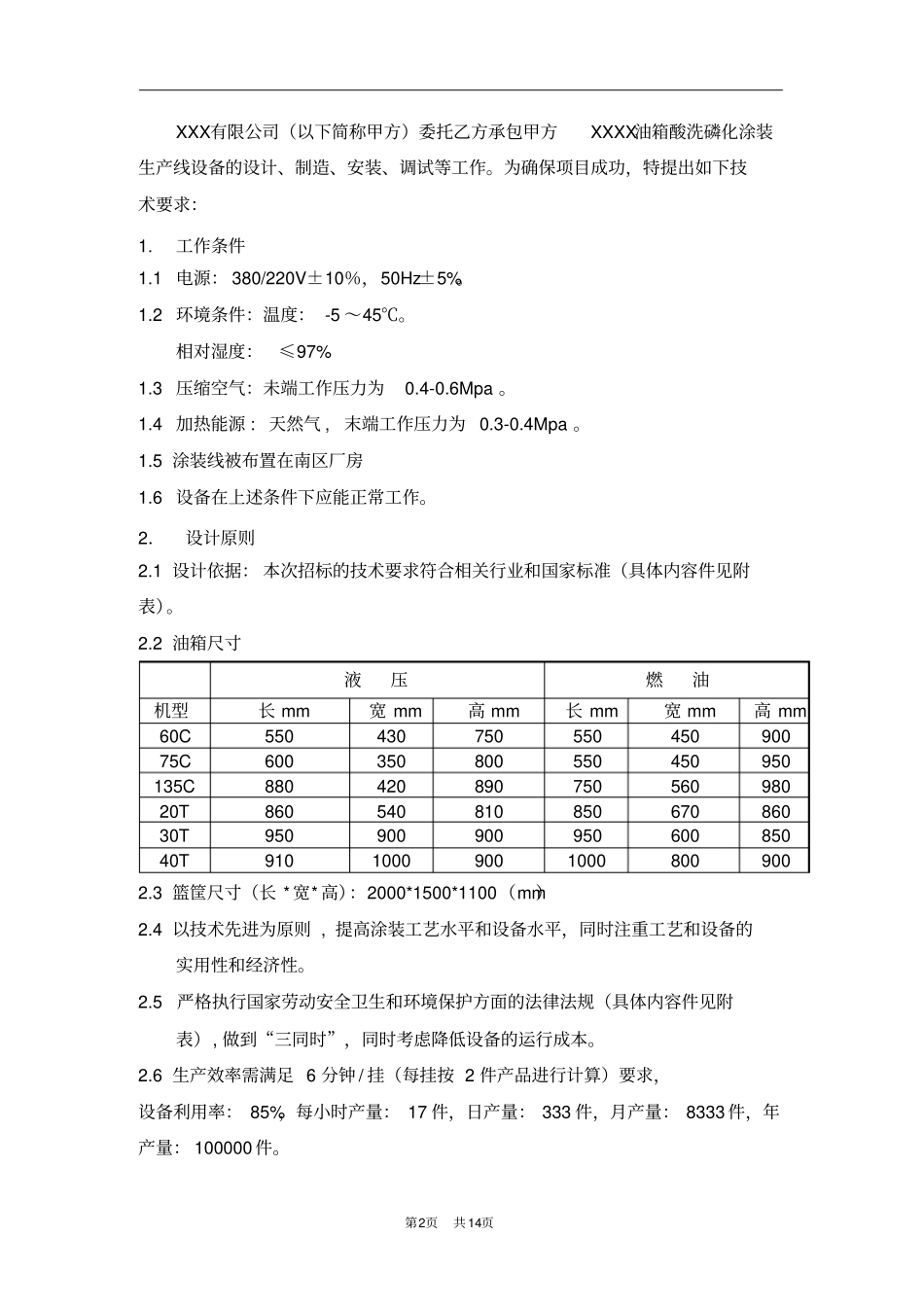
2 油箱尺寸液压燃油机型长 mm 宽 mm 高 mm 长 mm 宽 mm 高 mm 60C 550 430 750 550 450 900 75C 600 350 800 550 450 950 135C 880 420 890 750 560 980 20T 860 540 810 850 670 860 30T 950 900 900 950 600 850 40T 910 1000 900 1000 800 900 2
3 篮筐尺寸(长 * 宽* 高):2000*1500*1100(mm)2
4 以技术先进为原则 , 提高涂装工艺水平和设备水平,同时注重工艺和设备的实用性和经济性
5严格执行国家劳动安全卫生和环境保护方面的法律法规(具体内容件见附表), 做到“三同时”,同时考虑降低设备的运行成本
6 生产效率需满足 6 分钟 / 挂(每挂按 2 件产品进行计算)要求,设备利用率: 85%,每小时产量: 17 件,日产量: 333 件,月产量: 8333 件,年产量: 100000 件
第3页共 14页2
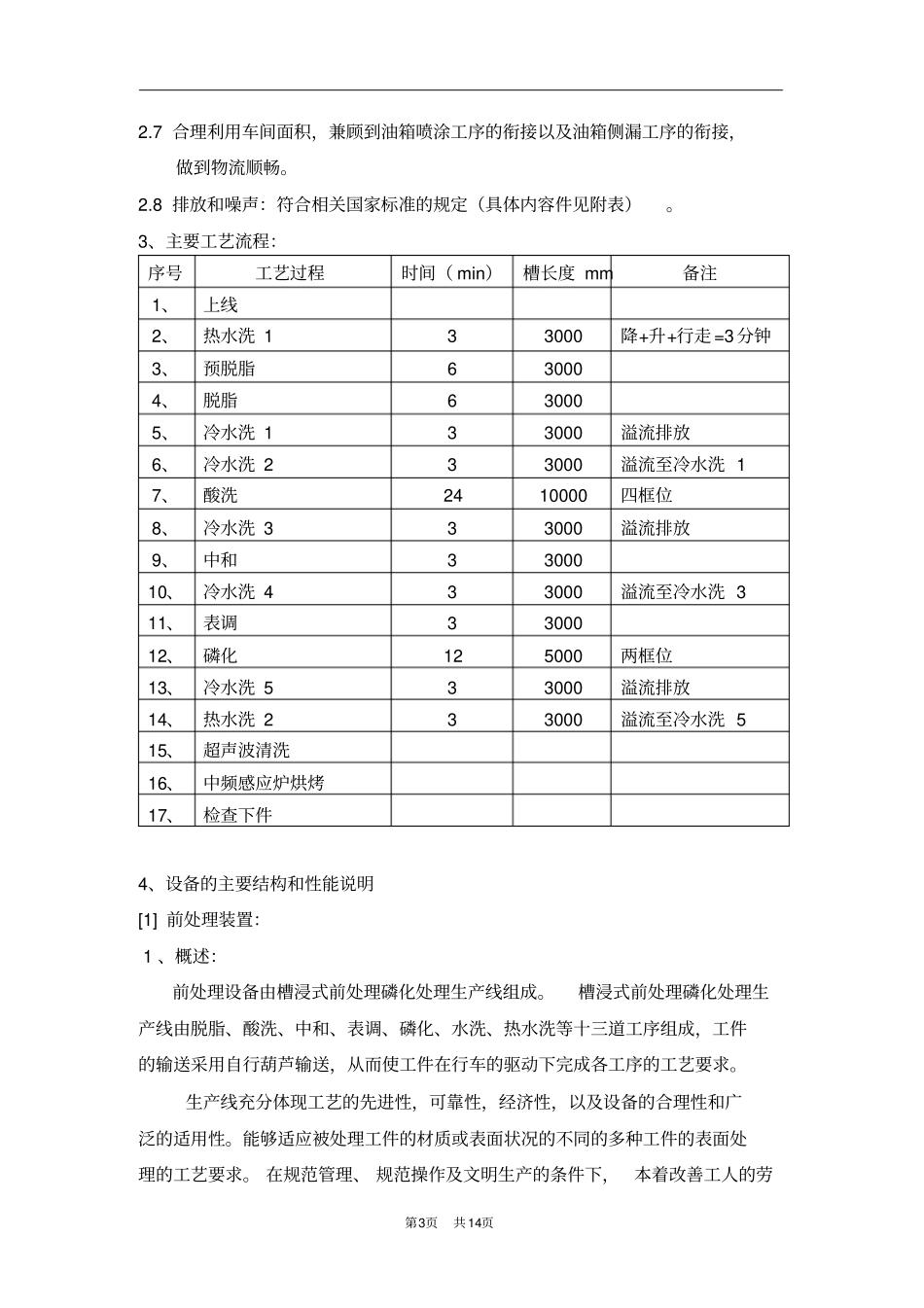
7 合理利用车间面积,兼顾到