汽车紧固件锌铝涂层技术条件1 范围本规范规定了汽车紧固件锌铝涂层的技术要求、试验方法以及工艺过程评价方法
本规范适用于汽车紧固件的锌铝涂层
本规范不适用应用在以下几个方面:1)小于 T10 的内六角螺钉;2)小于 M2
5 的内六角螺钉和小于 H2 的内十字螺钉;3)小于 M2
5 的外螺纹和小于 M6 的内螺纹紧固件;4)厚度小于 1
2mm 的垫片;5)与镁材质表面有接触的紧固件;6)对导电性有要求的紧固件
7)涂层的烘烤温度对被涂覆紧固件的机械力学性能有影响2 规范性引用文件下列标准对于本文件的应用是必不可少的
凡是注明日期的引用文件,其随后所有的修改(不包括勘误内容)或修订版均不适用于本规范,但鼓励根据本规范达成协议的各方研究使用这些文件最新版本的可能性
GB/T6462金属和氧化物覆盖层厚度测量显微镜法GB/T10125人造气氛腐蚀试验盐雾试验GB/T13911金属镀覆和化学处理标识方法GB/T18684锌铬涂层技术条件GB/T30512汽车禁用物质要求T/CSAE74紧固件摩擦系数试验方法3 术语和定义3
1 白锈在腐蚀介质作用下,涂层表面被破坏,涂层出现腐蚀生成粉状白色腐蚀产物的现象,通常将产生白锈看作第一腐蚀点
2红锈在腐蚀介质作用下,零部件基体被破坏,出现腐蚀生成斑(点)状红色腐蚀产物的现象,通常将产生红锈看作第二腐蚀点
3主要表面主要表面是指零部件上某些已涂覆或待涂覆的表面,在该表面上涂层对零部件的外观和(或)使用性能起着重要作用
4锌铝涂层由非电解的微细鳞片状锌、铝薄片及不含铬的金属盐和有机成分组成,在高温烧结作用下形成表面保护涂层,具有高耐蚀、无氢脆、无污染等特点
5涂层厚度涂覆在零部件主要表面上介质的厚度即为涂层厚度
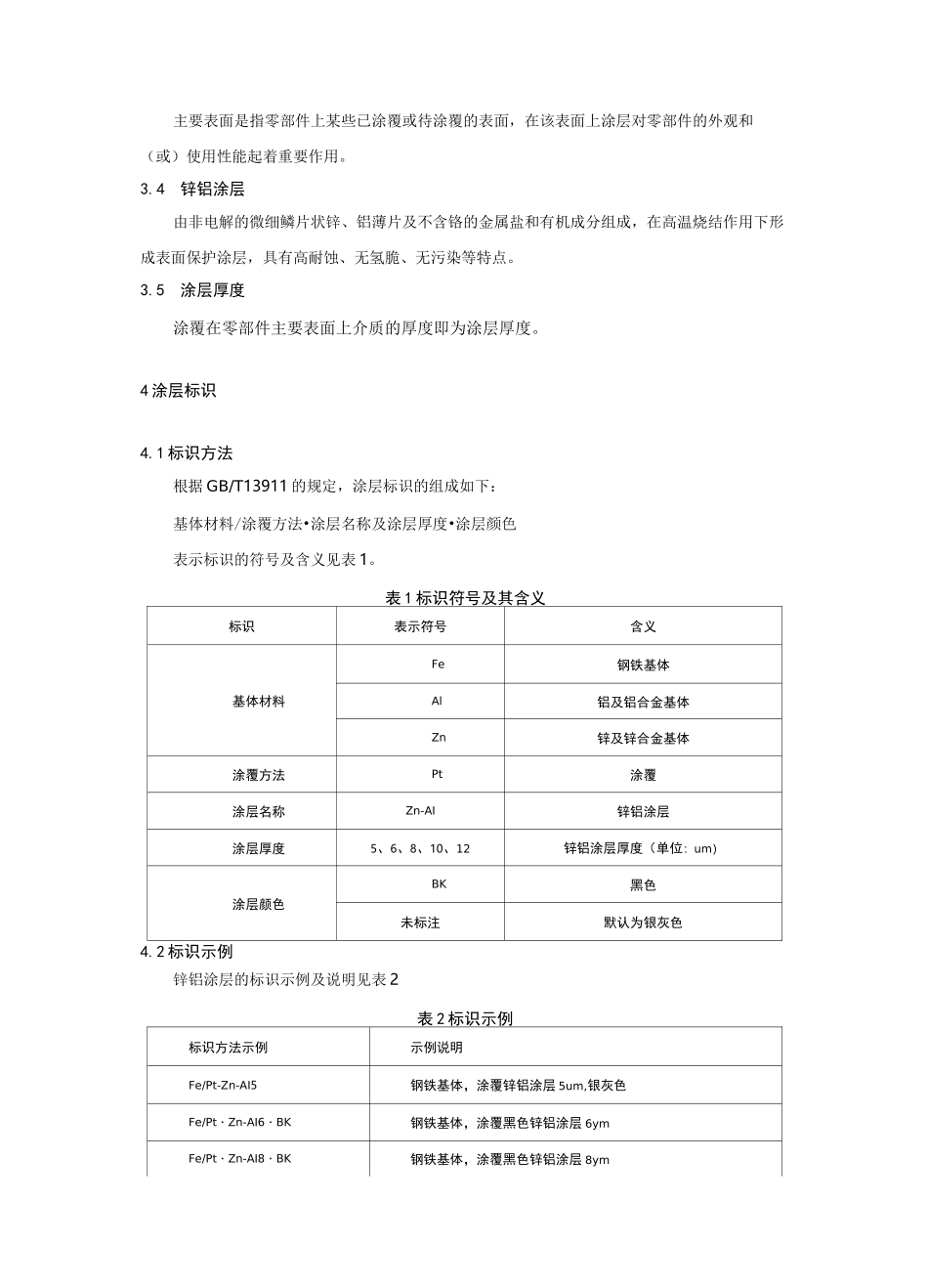
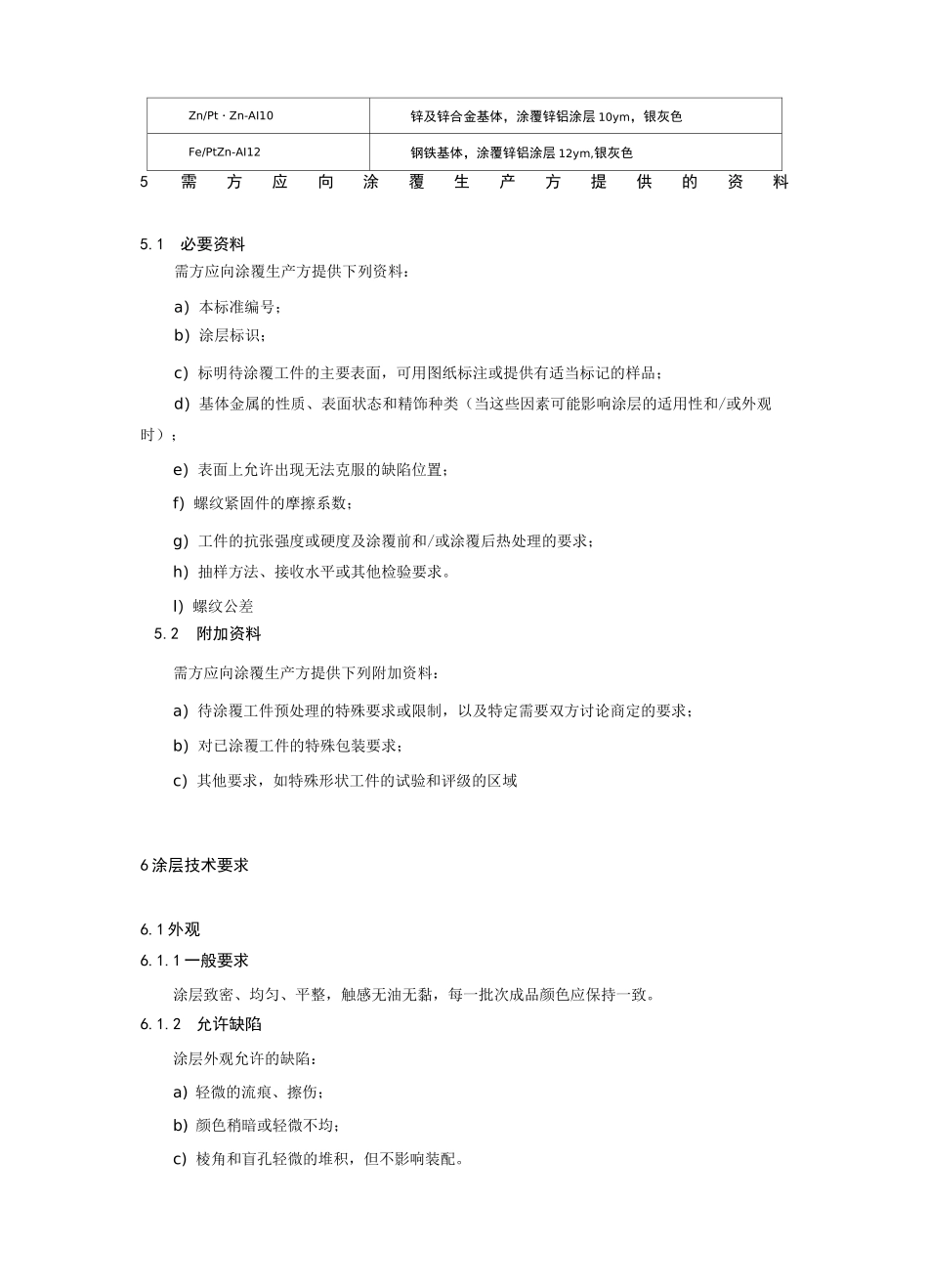
4 涂层标识4
1 标识方法根据 GB/T13911 的规定,涂层标识的组成如下:基体材料/涂覆方法•涂层名称及涂层