上海振华重工集团(南通)有限公司通振重工工艺便字〔2015〕01号关于规范薄板焊接要求的通知各相关部门:为规范薄板焊接的要求,严禁采用超规格焊接参数、焊丝、焊条焊接,避免造成薄板平整度超差等问题,特制定如下要求
薄板是指5mm及以下的薄钢板
薄板装配时,需满足:①平整度f≤2mm/m,否则需进行校平处理;②薄板之间或与其他构件的装配间隙小于0
5mm;③采用实芯或药芯焊丝进行定位焊,焊丝直径选用≤Φ1
薄板焊接方法:采用直径≤Φ1
0mm的实芯焊丝混合气体保护焊(GMAW)或药芯焊丝CO2气体保护焊(FCAW);4
薄板焊角尺寸:①薄板搭接焊缝的焊角尺寸a=t(t=板厚);②T型接头角焊缝的焊角尺寸a≤5mm;③若图纸中有特殊要求,按图纸要求执行
薄板焊接顺序:薄板四周焊时,要求先焊长焊缝、再焊短焊缝,两两对称焊接;对于单个焊缝要求从中间向两端分段进行施焊
对于未执行“薄板焊接要求”规定的人或施工队必须进行处罚,罚款金额为200元/次
附件:薄板焊接工艺规程(WPS)以上要求即日起执行,望各部门各施工队严格遵守
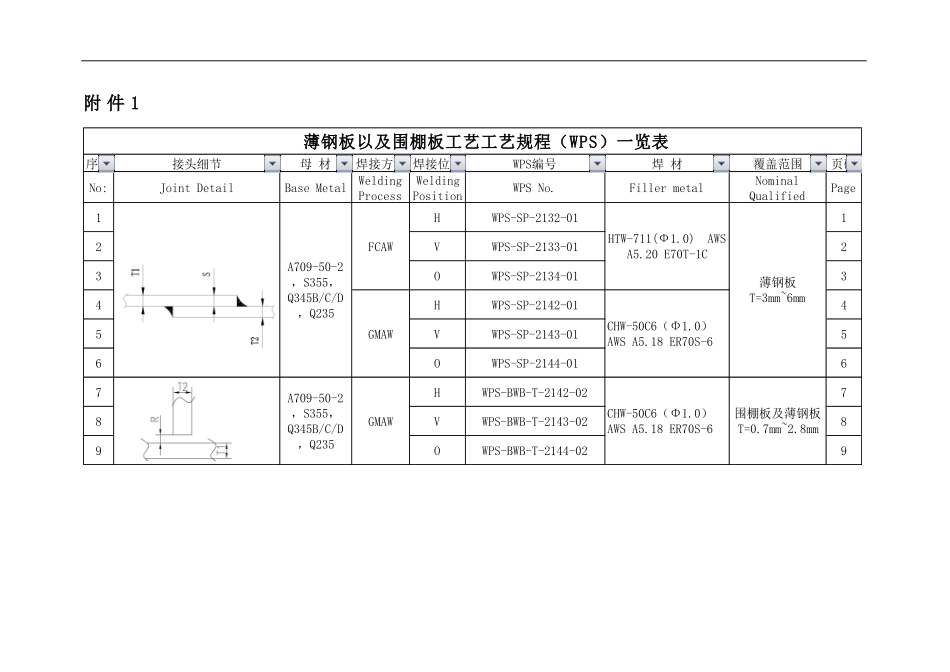
工艺设备管理部2015年3月5日抄送:公司领导班子,各分包商上海振华重工集团(南通)有限公司工艺设备管理部2015年3月5日印发2附件1序号接头细节母材焊接方法焊接位置WPS编号焊材覆盖范围页码No:JointDetailBaseMetalWeldingProcessWeldingPositionWPSNo
FillermetalNominalQualifiedPage1HWPS-SP-2132-0112VWPS-SP-2133-0123OWPS-SP-2134-0134HWPS-SP-2142-0145VWPS-SP-2143-0156OWPS-SP-2144-0167HWPS-BWB-T-2142-0278VWPS-BWB-T-214