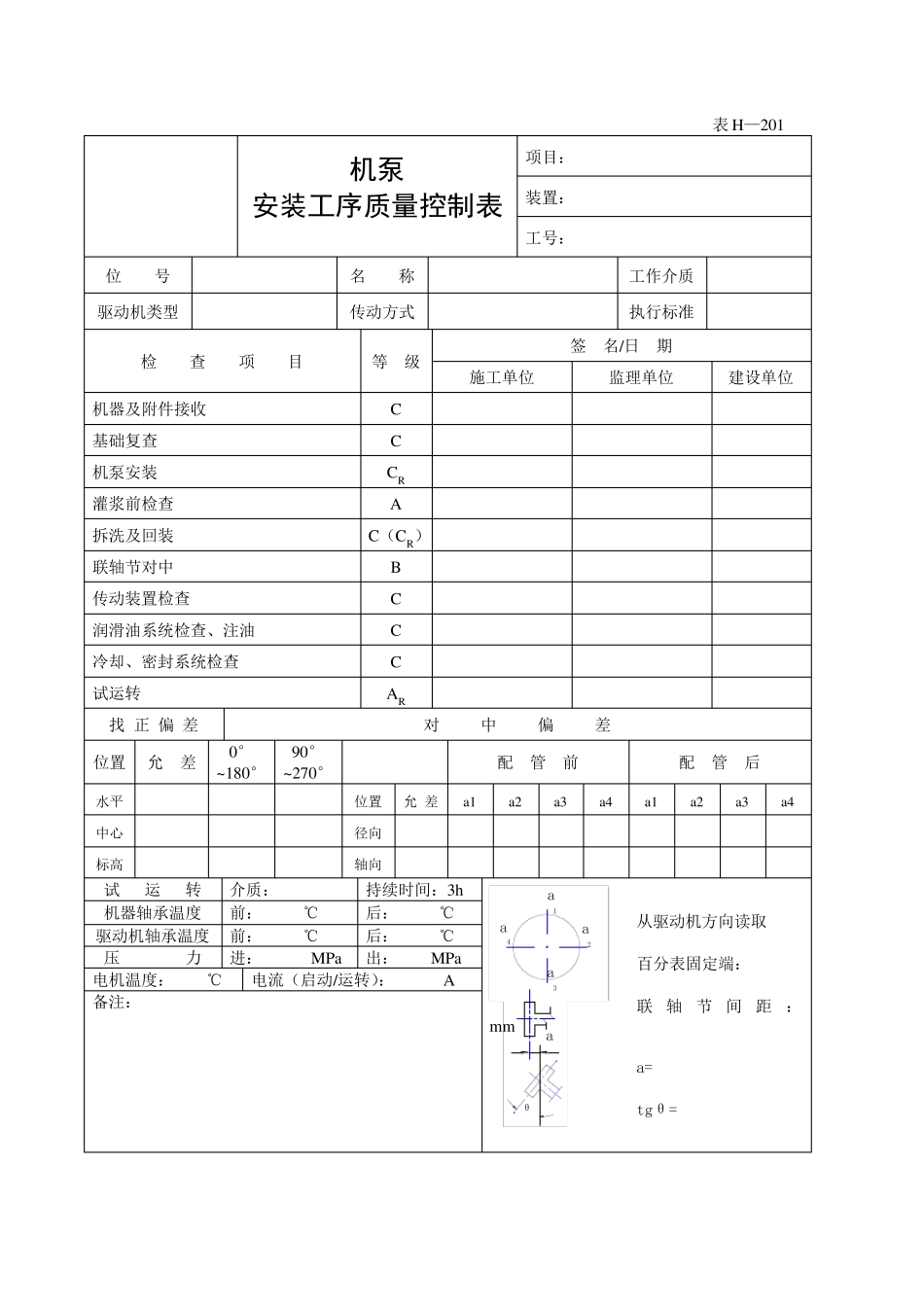
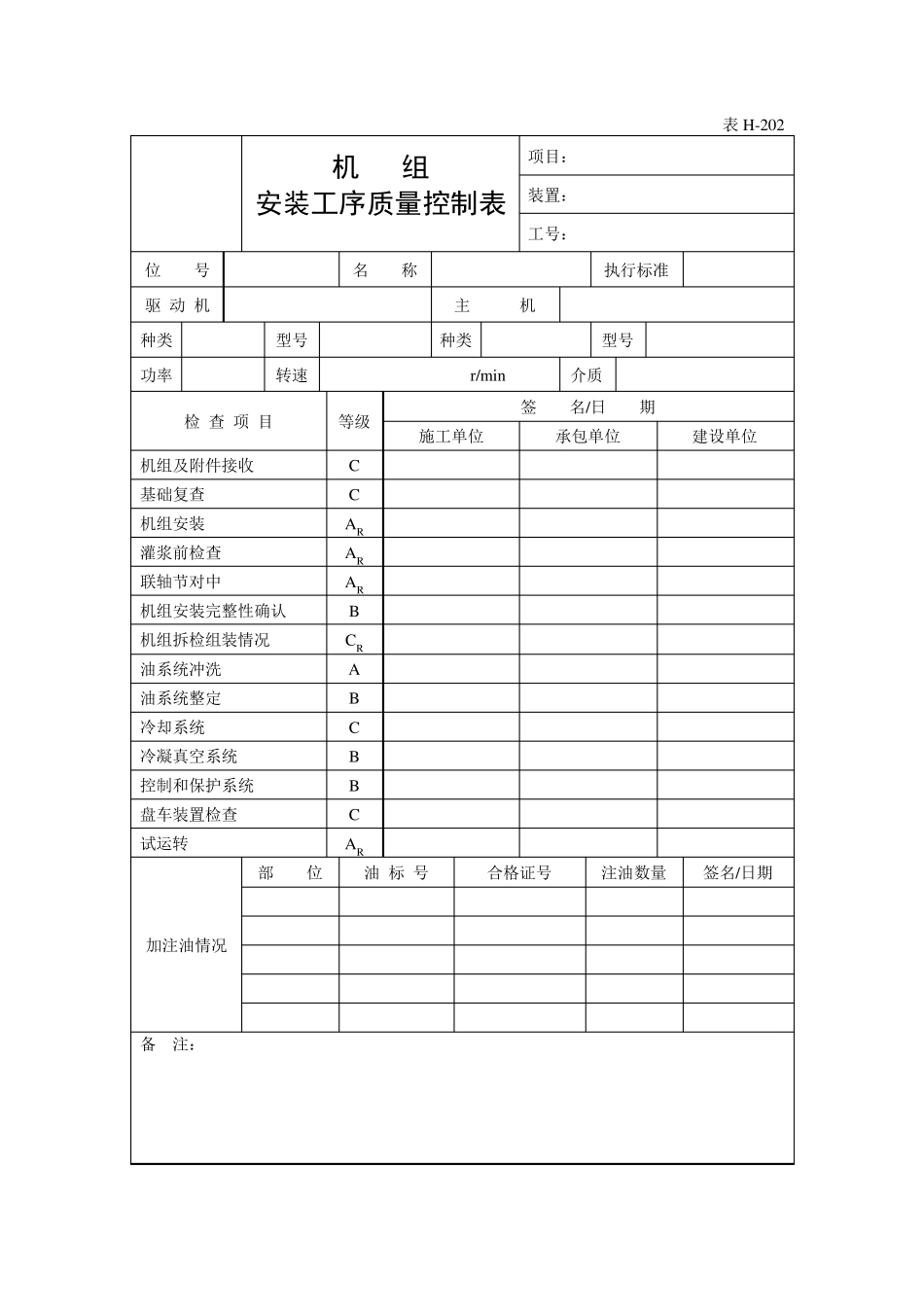
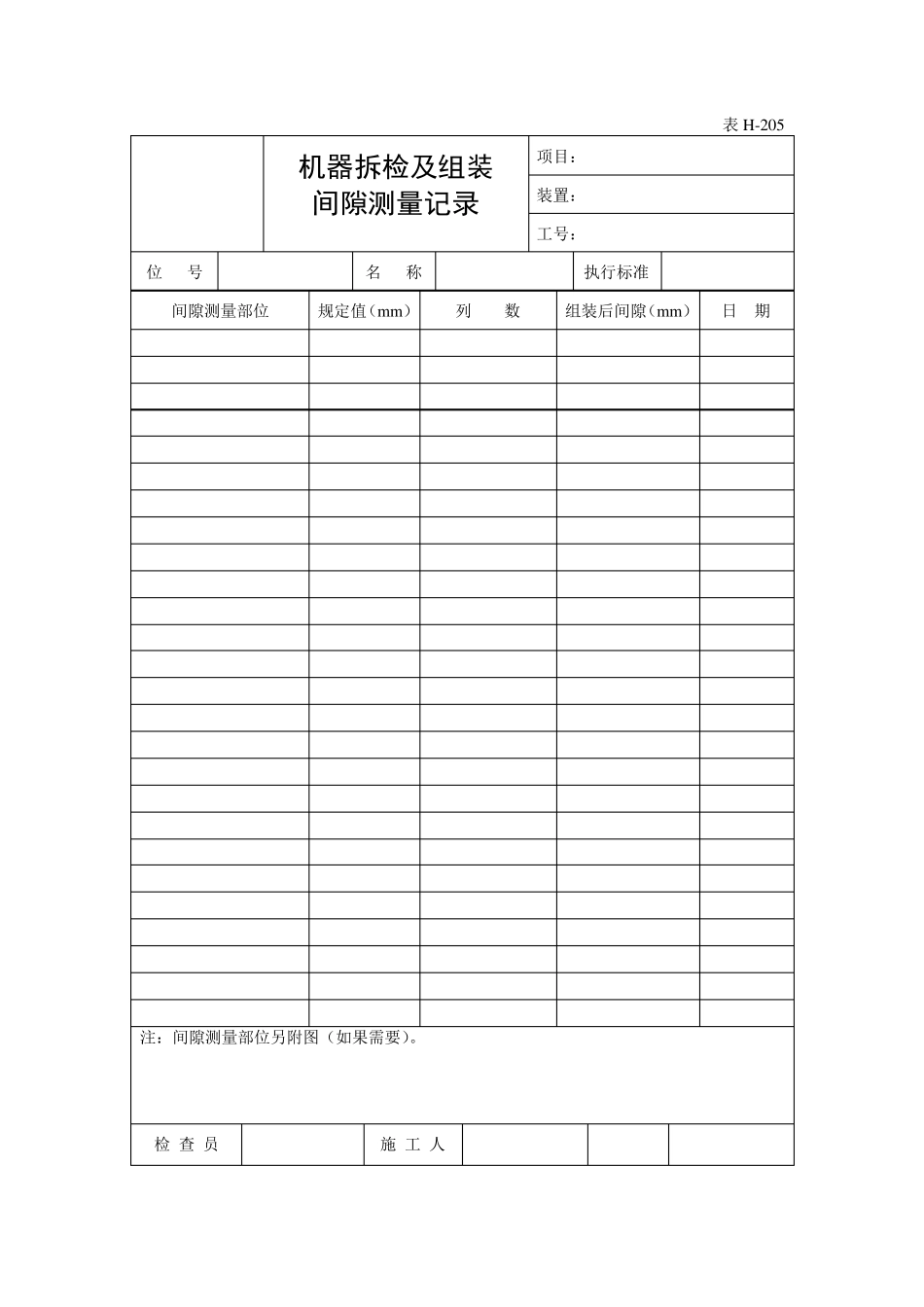
表H—201 机泵 安装工序质量控制表 项目: 装置: 工号: 位 号 名 称 工作介质 驱动机类型 传动方式 执行标准 检 查 项 目 等 级 签 名/日 期 施工单位 监理单位 建设单位 机器及附件接收 C 基础复查 C 机泵安装 CR 灌浆前检查 A 拆洗及回装 C(CR) 联轴节对中 B 传动装置检查 C 润滑油系统检查、注油 C 冷却、密封系统检查 C 试运转 AR 找 正 偏 差 对 中 偏 差 位置 允 差 0°~180° 90°~270° 配 管 前 配 管 后 水平 位置 允 差 a1 a2 a3 a4 a1 a2 a3 a4 中心 径向 标高 轴向 试 运 转 介质: 持续时间:3h 从驱动机方向读取 百分表固定端: 联轴节间距: mm a= tgθ= 机器轴承温度 前: ℃ 后: ℃ 驱动机轴承温度 前: ℃ 后: ℃ 压 力 进: MPa 出: MPa 电机温度: ℃ 电流(启动/运转): A 备注: aaaa1234aθ表H-202 机 组 安装工序质量控制表 项目: 装置: 工号: 位 号 名 称 执行标准 驱 动 机 主 机 种类 型号 种类 型号 功率 转速 r/min 介质 检 查 项 目 等级 签 名/日 期 施工单位 承包单位 建设单位 机组及附件接收 C 基础复查 C 机组安装 AR 灌浆前检查 AR 联轴节对中 AR 机组安装完整性确认 B 机组拆检组装情况 CR 油系统冲洗 A 油系统整定 B 冷却系统 C 冷凝真空系统 B 控制和保护系统 B 盘车装置检查 C 试运转 AR 加注油情况 部 位 油 标 号 合格证号 注油数量 签名/日期 备 注: 表H-205 机器拆检及组装 间隙测量记录 项目: 装置: 工号: 位 号 名 称 执行标准 间隙测量部位 规定值(mm) 列 数 组装后间隙(mm) 日 期 注:间隙测量部位另附图(