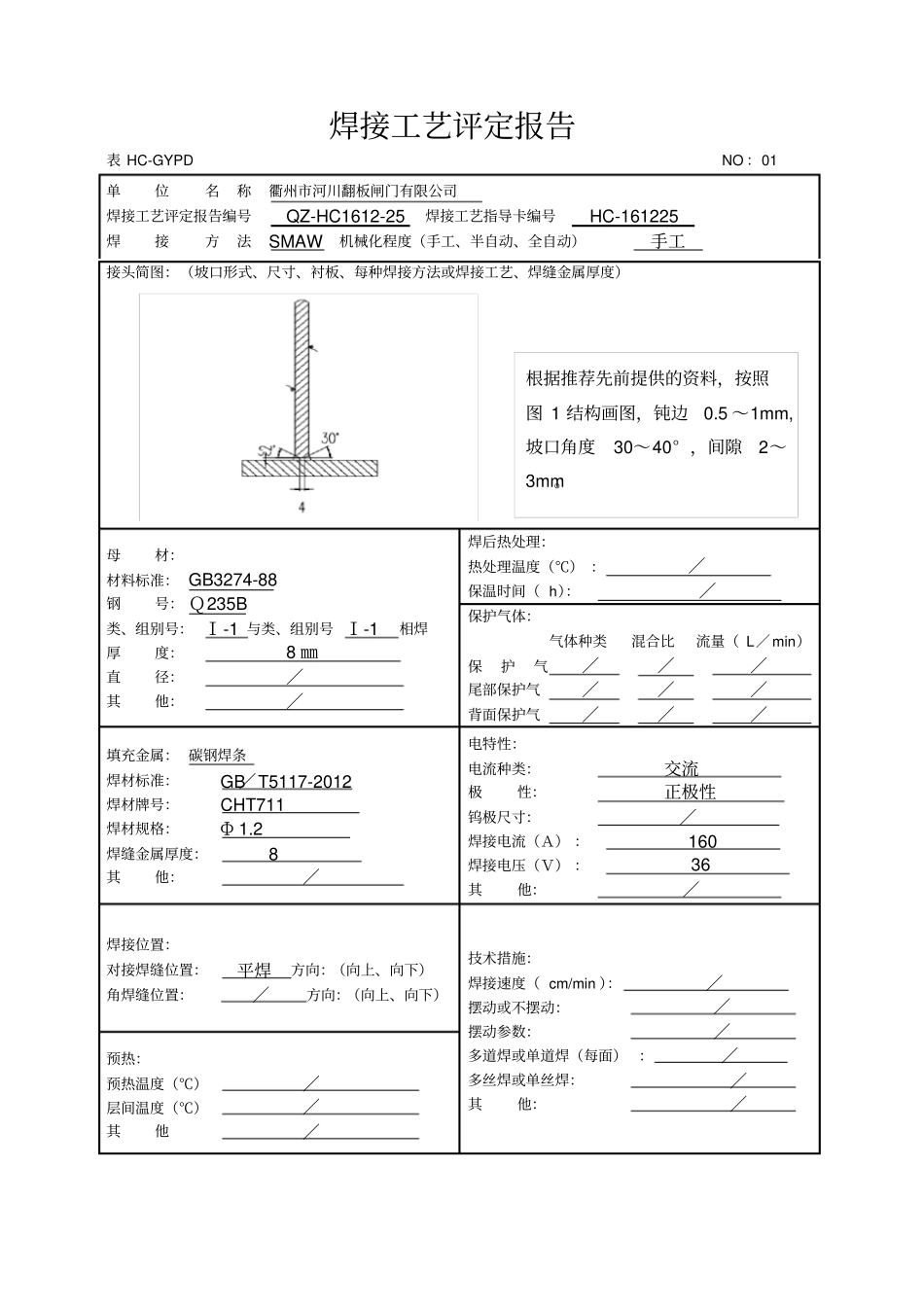
PQR编号: QZ-HC1612-25 焊 接 工 艺 评 定 报 告编制:审核:批准:焊接工艺评定报告表 HC-GYPDNO :01 单位名称衢州市河川翻板闸门有限公司焊接工艺评定报告编号QZ-HC1612-25焊接工艺指导卡编号HC-161225焊接方法SMAW机械化程度(手工、半自动、全自动)手工接头简图:(坡口形式、尺寸、衬板、每种焊接方法或焊接工艺、焊缝金属厚度)母材:材料标准: GB3274-88钢号: Q235B类、组别号: Ⅰ-1 与类、组别号 Ⅰ-1相焊厚度:8 ㎜直径:/其他:/焊后热处理:热处理温度(℃) :/保温时间( h):/保护气体:气体种类混合比流量( L/min)保护气///尾部保护气///背面保护气///填充金属: 碳钢焊条焊材标准:GB/T5117-2012焊材牌号:CHT711焊材规格:Ф 1
2焊缝金属厚度:8其他:/电特性:电流种类:交流极性:正极性钨极尺寸:/焊接电流(A) :160焊接电压(V) :36其他:/焊接位置:对接焊缝位置:平焊方向:(向上、向下)角焊缝位置:/方向:(向上、向下)技术措施:焊接速度( cm/min ):/摆动或不摆动:/摆动参数:/多道焊或单道焊(每面) :/多丝焊或单丝焊:/其他:/预热:预热温度(℃)/层间温度(℃)/其他/根据推荐先前提供的资料,按照图 1 结构画图,钝边0
5 ~1mm,坡口角度30~40° ,间隙2~3mm
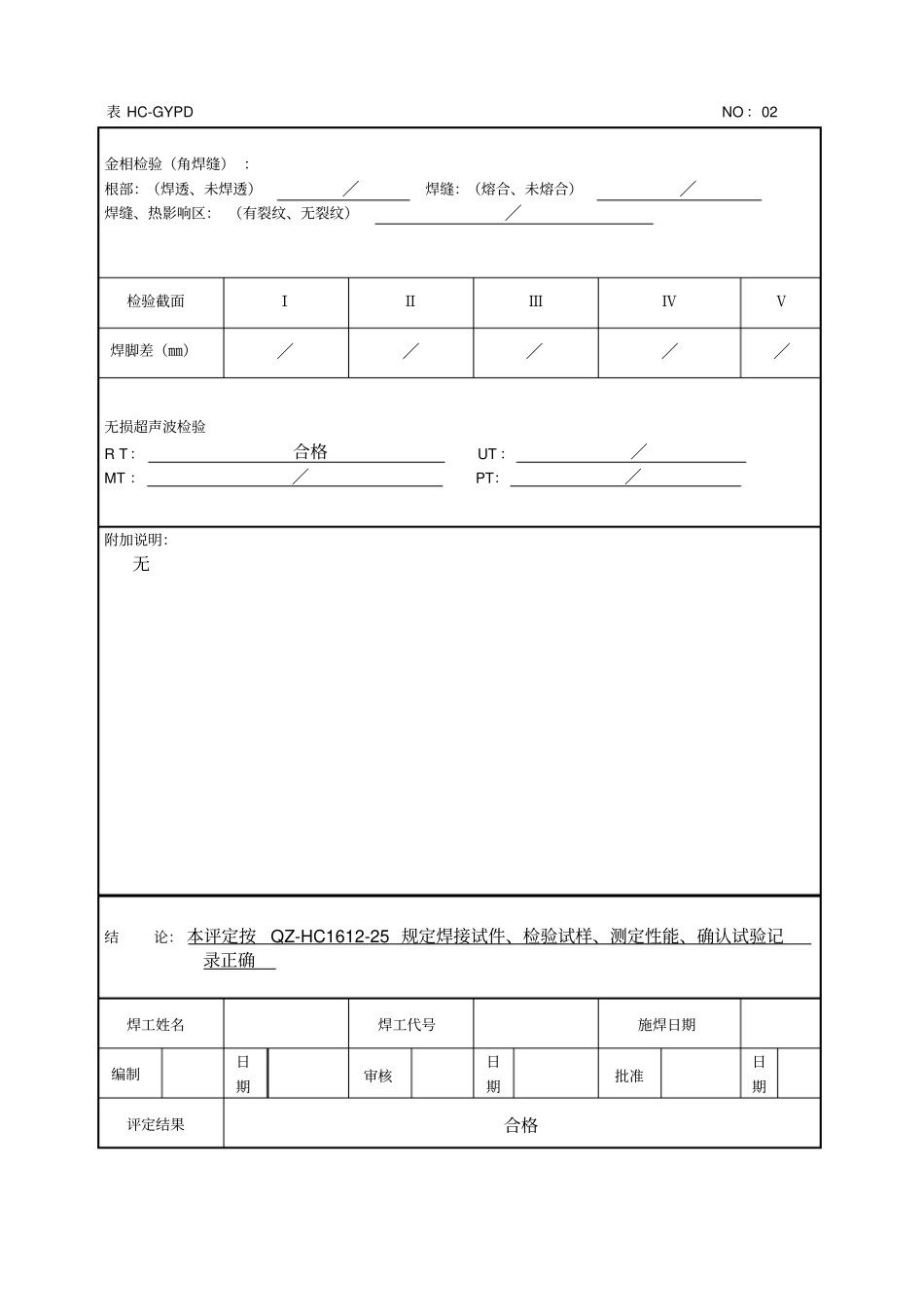
表 HC-GYPDNO :02 金相检验(角焊缝) :根部:(焊透、未焊透)/焊缝:(熔合、未熔合)/焊缝、热影响区: (有裂纹、无裂纹)/检验截面ⅠⅡⅢⅣⅤ焊脚差(㎜)/////无损超声波检验R T:合格UT :/MT :/PT:/附加说明:无结论: 本评定按QZ-HC1612-25 规定焊接试件、检验试样、测定性能、确认试验记录正确焊工姓名焊工代号施焊日期编制日期审核