下载后可任意编辑变形锌合金闪光对焊焊接工艺讨论齐果王英张立君明珠樊建勋李岩( 中国兵器科学讨论院宁波分院) 摘要: 对变形锌合金进行闪光对焊工艺试验和工艺讨论
利用金相显微镜和力学性能检测设备等分析检测手段, 讨论闪光对焊接头的组织和性能
结果表明: 采纳合适的闪光对焊工艺能够实现新型锌铝合金的对接, 焊缝组织致密, 接头具有较高的结合强度
关键词: 变形锌合金;闪光对焊;工艺讨论国家科技支撑计划项目”铜合金替代材料——环保高性能变形锌合金材料关键技术讨论与产业化开发”(项目编号: BAF71B05)作者简介: 齐果( 1981-) , 男, 硕士
电话: , E-mail:
中图分类号: TG453
9 文献标识码: A 文章编号: 下载后可任意编辑1 前言锌合金具有高强度、 高塑性、 高耐磨性、 能耗低、 回收性能好和资源丰富等一系列优点, 现已在各个行业里得到越来越广泛的应用
随着锌合金在工业领域中代替铜及其合金的大量使用, 锌合金已经成为材料领域讨论和进展的重要方向之一
当前对锌合金焊接讨论主要集中在气焊、 钎焊和TIG 焊
还没有对闪光对焊方面的焊接工艺讨论
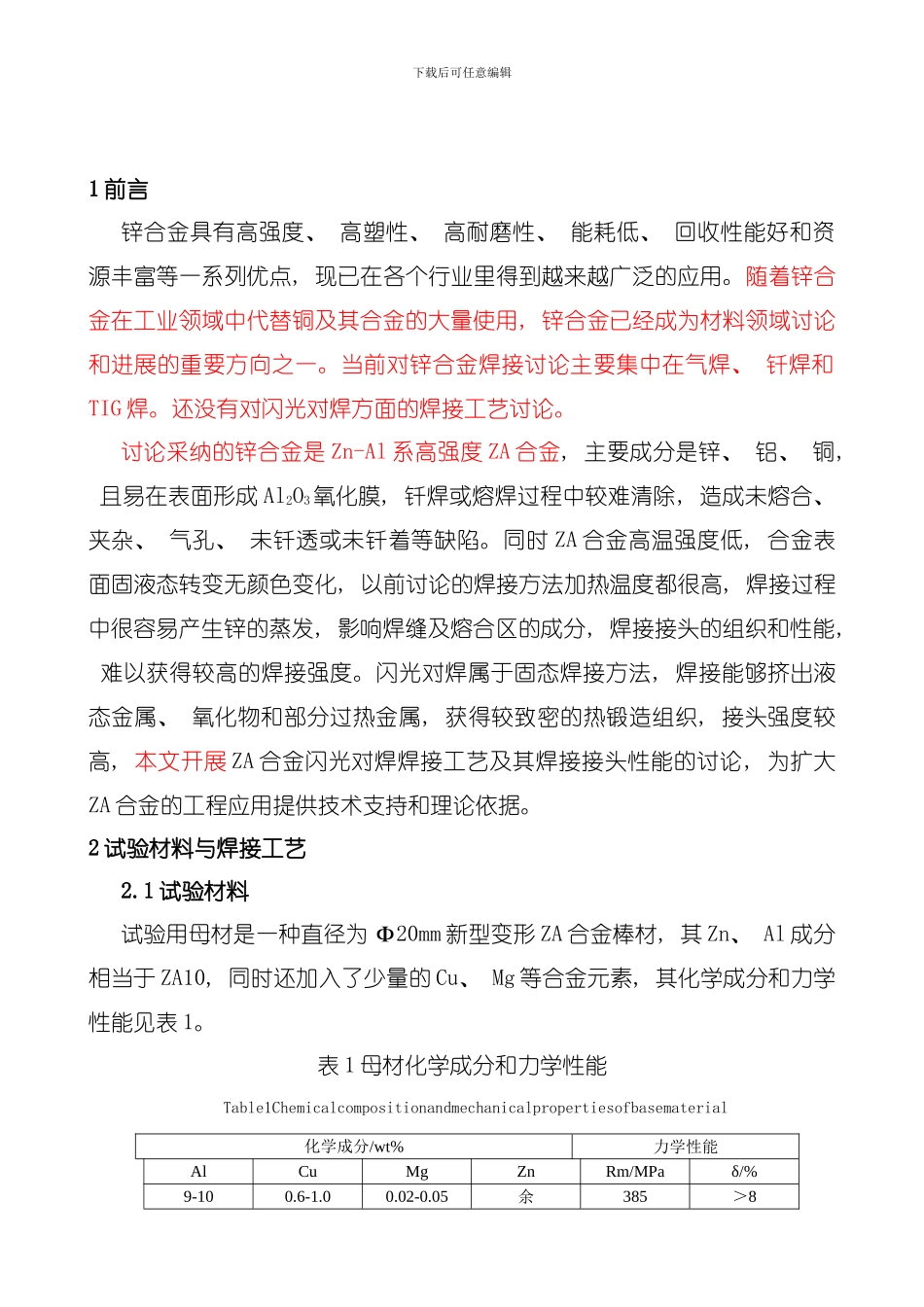
讨论采纳的锌合金是 Zn-Al 系高强度 ZA 合金, 主要成分是锌、 铝、 铜, 且易在表面形成 Al2O3氧化膜, 钎焊或熔焊过程中较难清除, 造成未熔合、 夹杂、 气孔、 未钎透或未钎着等缺陷
同时 ZA 合金高温强度低, 合金表面固液态转变无颜色变化, 以前讨论的焊接方法加热温度都很高, 焊接过程中很容易产生锌的蒸发, 影响焊缝及熔合区的成分, 焊接接头的组织和性能, 难以获得较高的焊接强度
闪光对焊属于固态焊接方法, 焊接能够挤出液态金属、 氧化物和部分过热金属, 获得较致密的热锻造组织, 接头强度较高, 本文开展 ZA 合金闪光对焊焊接工艺及其焊接接头性能的讨论, 为扩大ZA 合金的工程应用提供