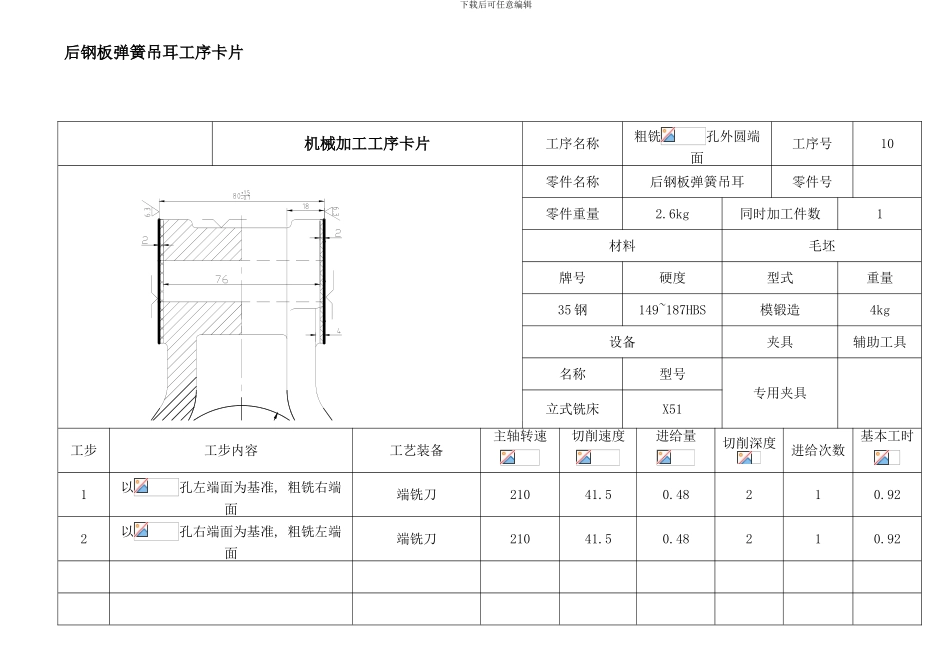
下载后可任意编辑后钢板弹簧吊耳工序卡片 机械加工工序卡片工序名称粗铣孔外圆端面工序号10零件名称后钢板弹簧吊耳零件号零件重量2
6kg同时加工件数1材料毛坯牌号硬度型式重量35 钢149~187HBS模锻造4kg设备夹具辅助工具名称型号专用夹具立式铣床X51工步工步内容工艺装备主轴转速切削速度进给量切削深度进给次数基本工时1以孔左端面为基准, 粗铣右端面端铣刀21041
922以孔右端面为基准, 粗铣左端面端铣刀21041
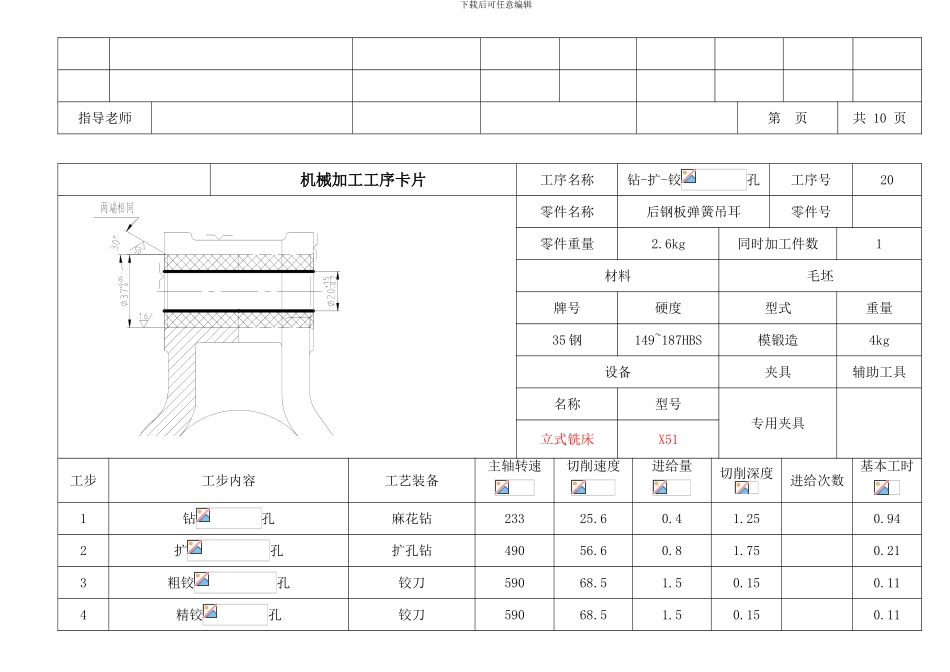
92下载后可任意编辑指导老师第 页共 10 页机械加工工序卡片工序名称钻-扩-铰孔工序号20零件名称后钢板弹簧吊耳零件号零件重量2
6kg同时加工件数1材料毛坯牌号硬度型式重量35 钢149~187HBS模锻造4kg设备夹具辅助工具名称型号专用夹具立式铣床X51工步工步内容工艺装备主轴转速切削速度进给量切削深度进给次数基本工时1钻孔麻花钻23325
942扩孔扩孔钻49056
213粗铰孔铰刀59068
114精铰孔铰刀59068
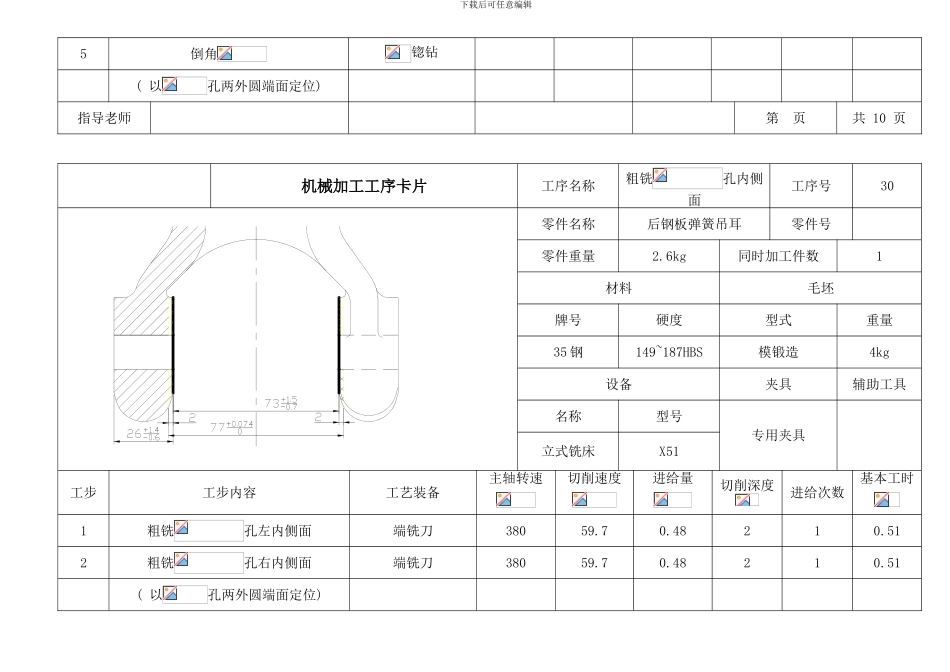
11下载后可任意编辑5倒角锪钻( 以孔两外圆端面定位) 指导老师第 页共 10 页机械加工工序卡片工序名称粗铣孔内侧面工序号30零件名称后钢板弹簧吊耳零件号零件重量2
6kg同时加工件数1材料毛坯牌号硬度型式重量35 钢149~187HBS模锻造4kg设备夹具辅助工具名称型号专用夹具立式铣床X51工步工步内容工艺装备主轴转速切削速度进给量切削深度进给次数基本工时1粗铣孔左内侧面端铣刀38059
512粗铣孔右内侧面端铣刀38059
51( 以孔两外圆端面定位) 下载后可任意编辑指导老师第 页共 10 页机械加工工序卡片工序名称粗铣孔外侧面工序号40零件名称后钢板弹簧吊耳零件号零