现场钢轨焊接施工技术The spot steel rail welds the technique叶鲍生Baoshen Ye中铁十六局胶济铁路工程指挥部摘要: 本文简要介绍了胶济铁路电气化改造工程中钢轨焊接的施工方法、施工工艺、质量控制措施,为今后无缝线路施工提供参考
关键词: 既有线长轨条焊接施工1、工程概况:胶济铁路电气化改造工程位于山东省的胶东半岛,东起美丽的海滨城市青岛,西至山东省会济南市,胶济线素有山东经济的“黄金大道”之称,它对推进山东半岛对外开放的辐射,对保持山东半岛经济持续健康发展,起到了积极的促进作用,并为山东半岛的经济腾飞创造了良好的基础条件
我局指挥部担负施工的ZH-4 标段位于胶州市、高密市、 昌邑市境内, DK70+800~K126+500既有线全长 52
3km,其中新建四线含双绕段,疏解线32
574km ,线路总长 84
经由九个车站,其中改造车站五个,封闭车站 4 个
改造封闭车站主要是满足200km/h 速度段,及160km以下速度段线路平面要求引起的新建高速线,大取直和既有线单、双绕线,跨区建一次性铺设无缝线路
无缝线路的长轨条焊接和采用厂内电弧闪光接触焊,现场采用移动闪光接触焊,小型气压焊和法国铝热焊相结合的方式,我们标段主要是采用小型气压焊和法国铝热焊两种形式
下面主要是把法国铝热焊的情况介绍如下:2、焊接设备2
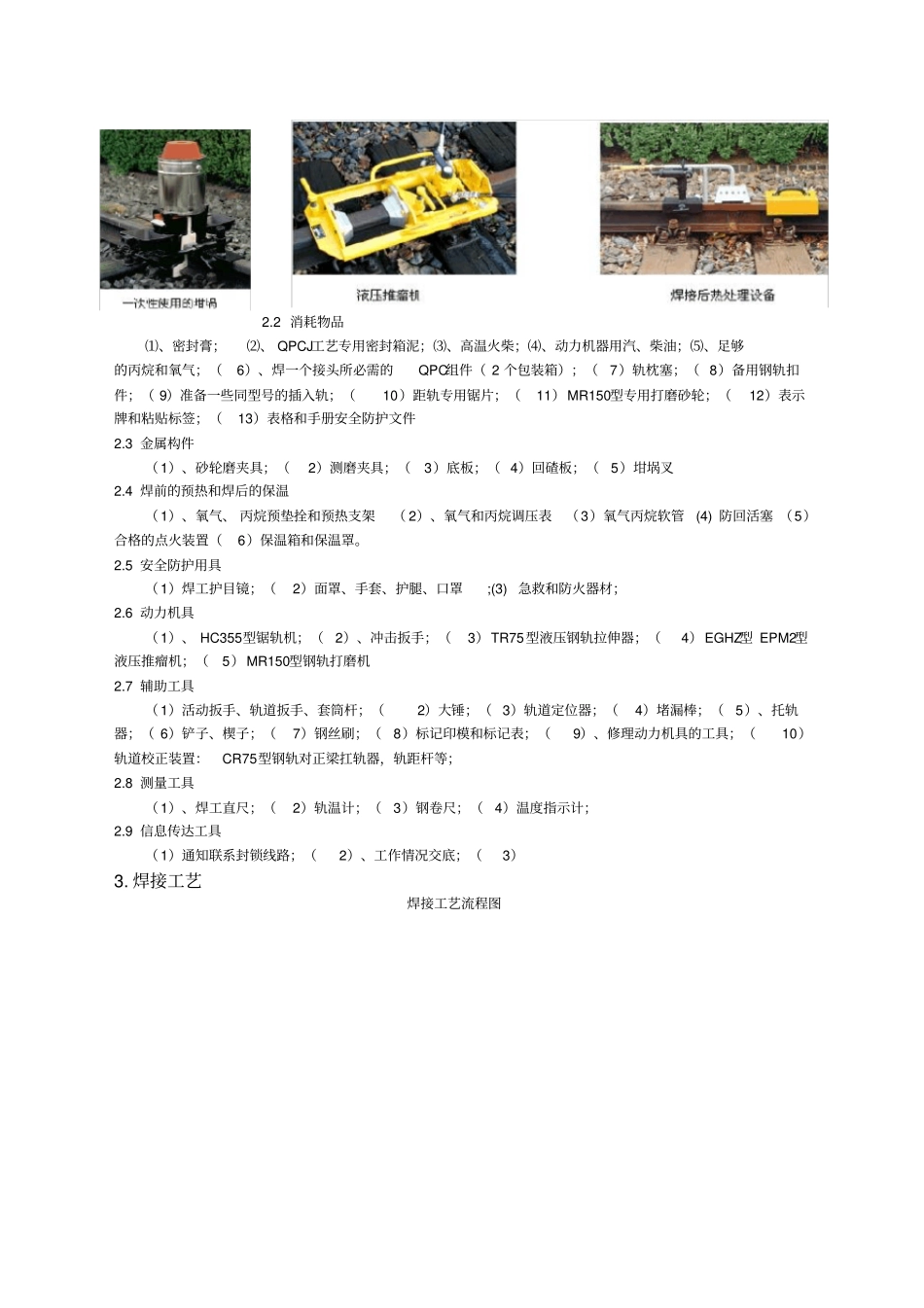
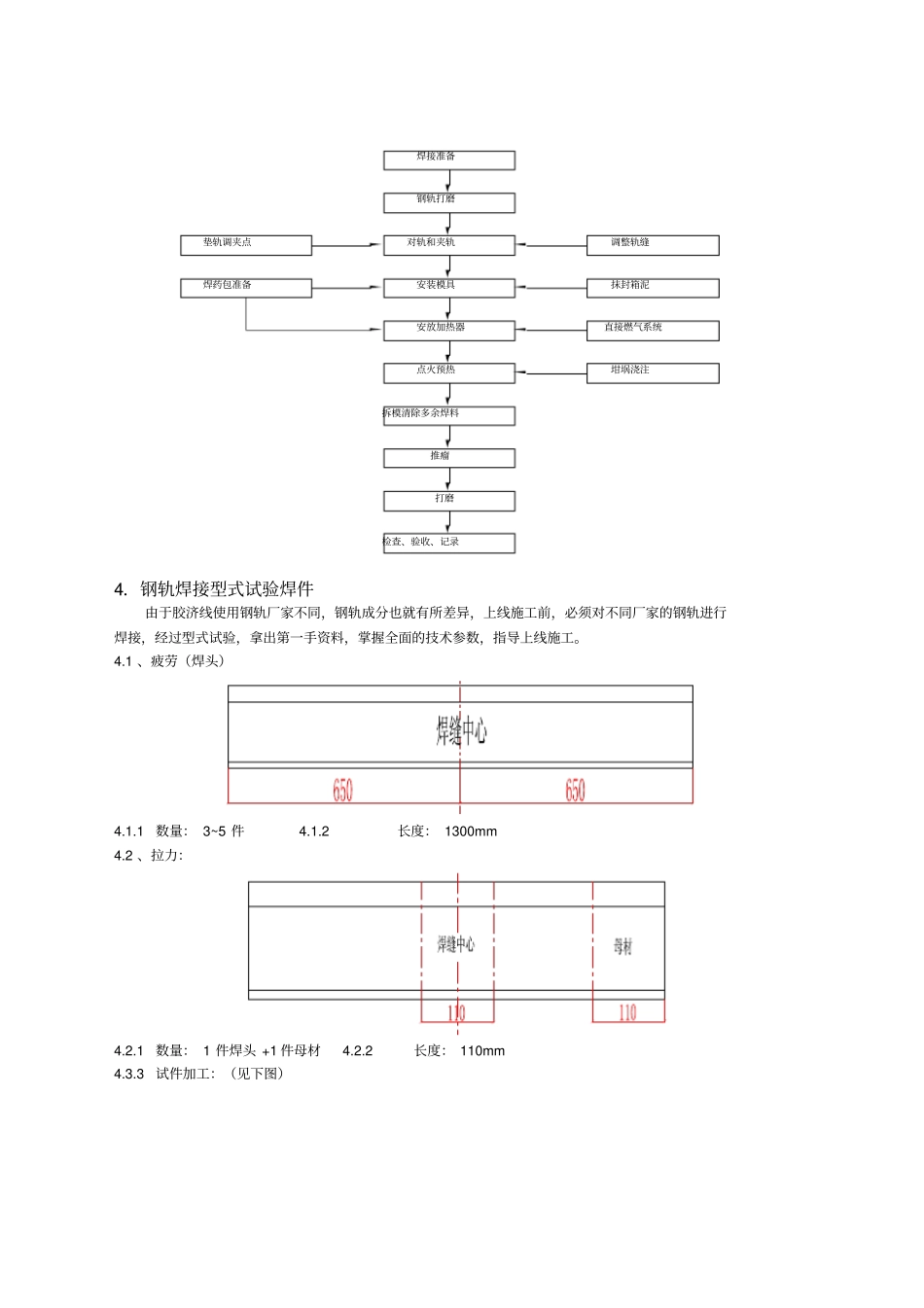
1 主要设备:手动推磨机,钢轨对正架机,钢轨切轨机,钢轨仿性打磨机,顶磨机等
2 消耗物品⑴、密封膏;⑵、 QPCJ工艺专用密封箱泥;⑶、高温火柴;⑷、动力机器用汽、柴油;⑸、足够的丙烷和氧气;(6)、焊一个接头所必需的QPC组件( 2 个包装箱);(7)轨枕塞;( 8)备用钢轨扣件;( 9)准备一些同型号的插入轨;(10)距轨专用锯片;(11)MR150型专用打磨砂轮;(12)表示牌和粘贴标签;(13)