生产称量操作规程1 目的建立称量操作规程,使称量操作规范化,避免差错发生
2 范围本规程适用于生产的称量操作
3 职责称量操作人员:严格按操作规程要求进行操作
车间管理人员:严格按本规程要求进行检查,并确保文件的准确实施
QA :监督本规程的准确实施,确保一切行为有章可循,并按章办事
4 定义无5 内容5
1 称量准备5
1 检查所需称量的物料品名、规格、批号、有效期、生产厂家等符合要求,外包装完好无损
2 确定称量所用的计量器具量程、精度与物料重量相符,计量器具在校验有效期内,标准砝码齐全
3 检查秤外观清洁无异物,电子秤开关完好,电力充足,数字显示清晰;确定称量平台平整、无异物
称量用容器具准备齐全
4 准备好《车间称量操作记录》和《车间称量器具内部校准记录》
2 称量操作5
1 洁净区称量前先将负压称量罩开启自净15 分钟
2 将电子天平或秤放在稳固平正的工作台面或地面上,调平电子天平或秤
1 零点校准:对电子秤、台秤进行归零校准
2 标准砝码校准:根据被测秤的精确度选择2 个外校合格的标准砝码进行校准,选取的标准砝码重量分别为秤或电子天平平时常称取的重量和较大于平时常称取的重量
3 选择标准砝码时应选择重量在台秤、电子秤量程范围内的砝码,取用时用镊子或戴手套拿取,轻拿轻放
4 校准时在《车间称量器具内部校准记录》中记录校准情况
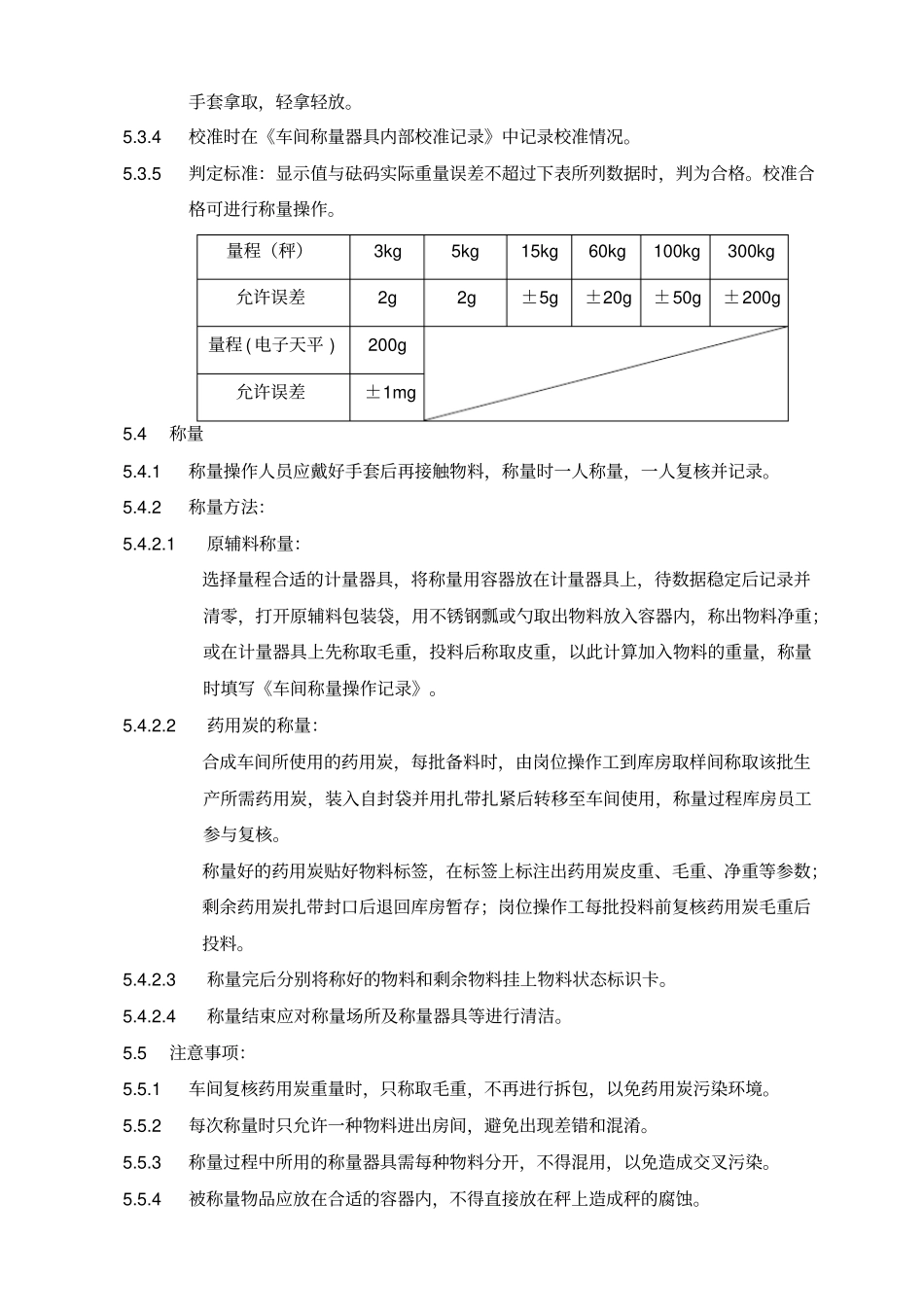
5 判定标准:显示值与砝码实际重量误差不超过下表所列数据时,判为合格
校准合格可进行称量操作
量程(秤)3kg 5kg 15kg 60kg 100kg 300kg 允许误差2g 2g ±5g ±20g ±50g ±200g 量程 ( 电子天平 ) 200g 允许误差±1mg 5
1 称量操作人员应戴好手套后再接触物料,称量时一人称