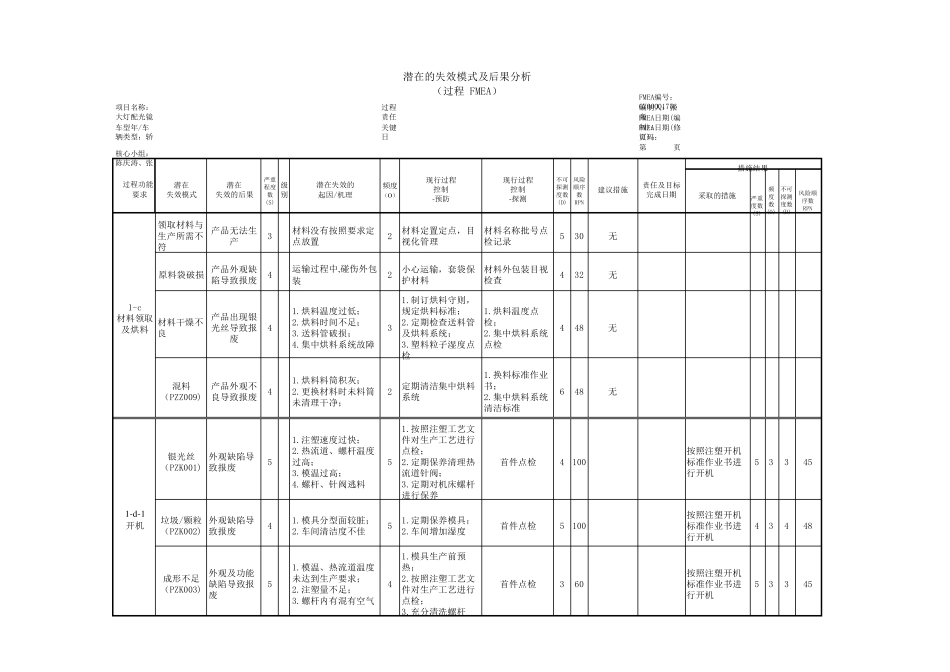
FMEA编号:GY00001756项目名称:大灯配光镜过程责任编制人:张豪FMEA日期(编制):车型年/车辆类型:轿关键日FMEA日期(修订):页码:第 页核心小组:陈庆涛、张采取的措施 严重度数(S) 频度数(O) 不可探测度数(D)风险顺序数RPN领取材料与生产所需不符产品无法生产 3材料没有按照要求定点放置2材料定置定点,目视化管理材料名称批号点检记录530无原料袋破损产品外观缺陷导致报废4运输过程中,碰伤外包装2小心运输,套袋保护材料材料外包装目视检查432无材料干燥不良产品出现银光丝导致报废41
烘料温度过低;2
烘料时间不足;3
送料管破损;4
集中烘料系统故障31
制订烘料守则,规定烘料标准;2
定期检查送料管及烘料系统;3
塑料粒子湿度点检1
烘料温度点检;2
集中烘料系统点检448无混料(PZZ009)产品外观不良导致报废41
烘料料筒积灰;2
更换材料时未料筒未清理干净;2定期清洁集中烘料系统1
换料标准作业书;2
集中烘料系统清洁标准648无银光丝(PZK001)外观缺陷导致报废 51
注塑速度过快;2
热流道、螺杆温度过高;3
模温过高;4
螺杆、针阀逃料51
按照注塑工艺文件对生产工艺进行点检;2
定期保养清理热流道针阀;3
定期对机床螺杆进行保养首件点检4100按照注塑开机标准作业书进行开机53345垃圾/颗粒(PZK002)外观缺陷导致报废 41
模具分型面较脏;2
车间清洁度不佳51
定期保养模具;2
车间增加湿度首件点检5100按照注塑开机标准作业书进行开机43448成形不足(PZK003)外观及功能缺陷导致报废51
模温、热流道温度未达到生产要求;2
注塑量不足;3
螺杆内有混有空气41
模具生产前 预热;2
按照注塑工艺文件对生产工艺进行点检;3
充 分清洗 螺杆首件点检360按照注塑开机标准作业书进行开机53345措施结果现行过程控制