太钢不锈钢退火酸洗处理线自动控制系统 【保护视力色】 【打印】 【进入论坛】 【评论】 【字号 大 中 小】 2007-01-17 09-39 不锈钢冷热板退火酸洗处理混合线,既能处理不锈钢热轧带又能处理冷轧带,这样的生产线建设进度快,节省投资
不锈钢板先经过退火,若处理热轧带,需要经过抛丸机,打掉钢板的氧化层,然后经过酸洗槽酸洗,漂洗,烘干,卷取
当处理冷轧带时,不使用抛丸机
此线的主要特点是双层结构、线长
全线主要划分为带卷准备段、入口段(POR~SR4)、炉子段、抛丸机、酸洗段、出口段(SR6~TR)
带卷准备段用于焊接引带
带钢的头尾焊接由入口段W1焊机完成
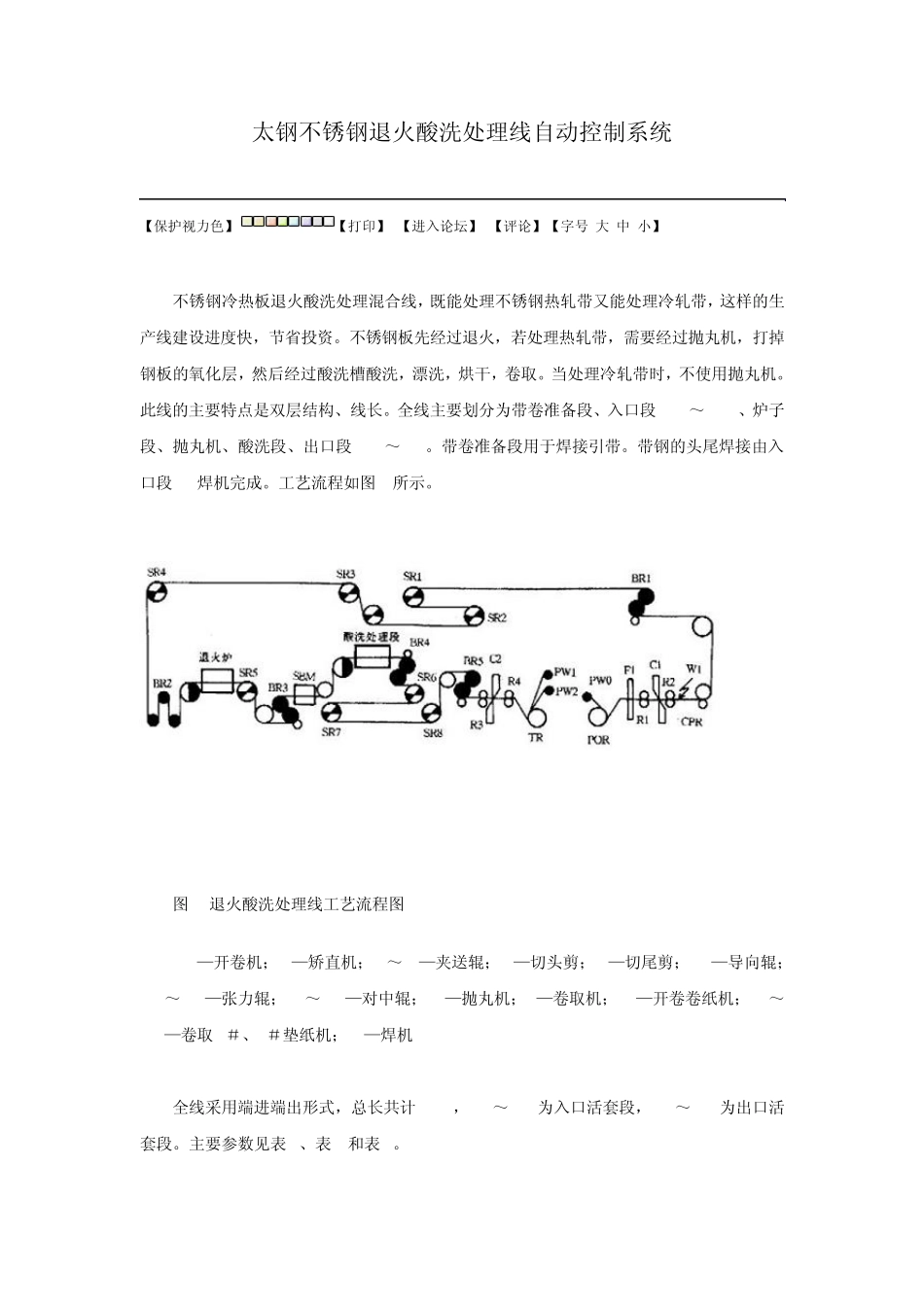
工艺流程如图1所示
图1 退火酸洗处理线工艺流程图 POR—开卷机;F1—矫直机;R1~R4—夹送辊;C1—切头剪;C2—切尾剪;CPR—导向辊;BR1~BR5—张力辊;SR1~SR8—对中辊;SBM—抛丸机;TR—卷取机;PWO—开卷卷纸机;PW1~PW2—卷取1#、2#垫纸机;W1—焊机 全线采用端进端出形式,总长共计 600m,BR1~SR3为入口活套段,SR6~SR8为出口活套段
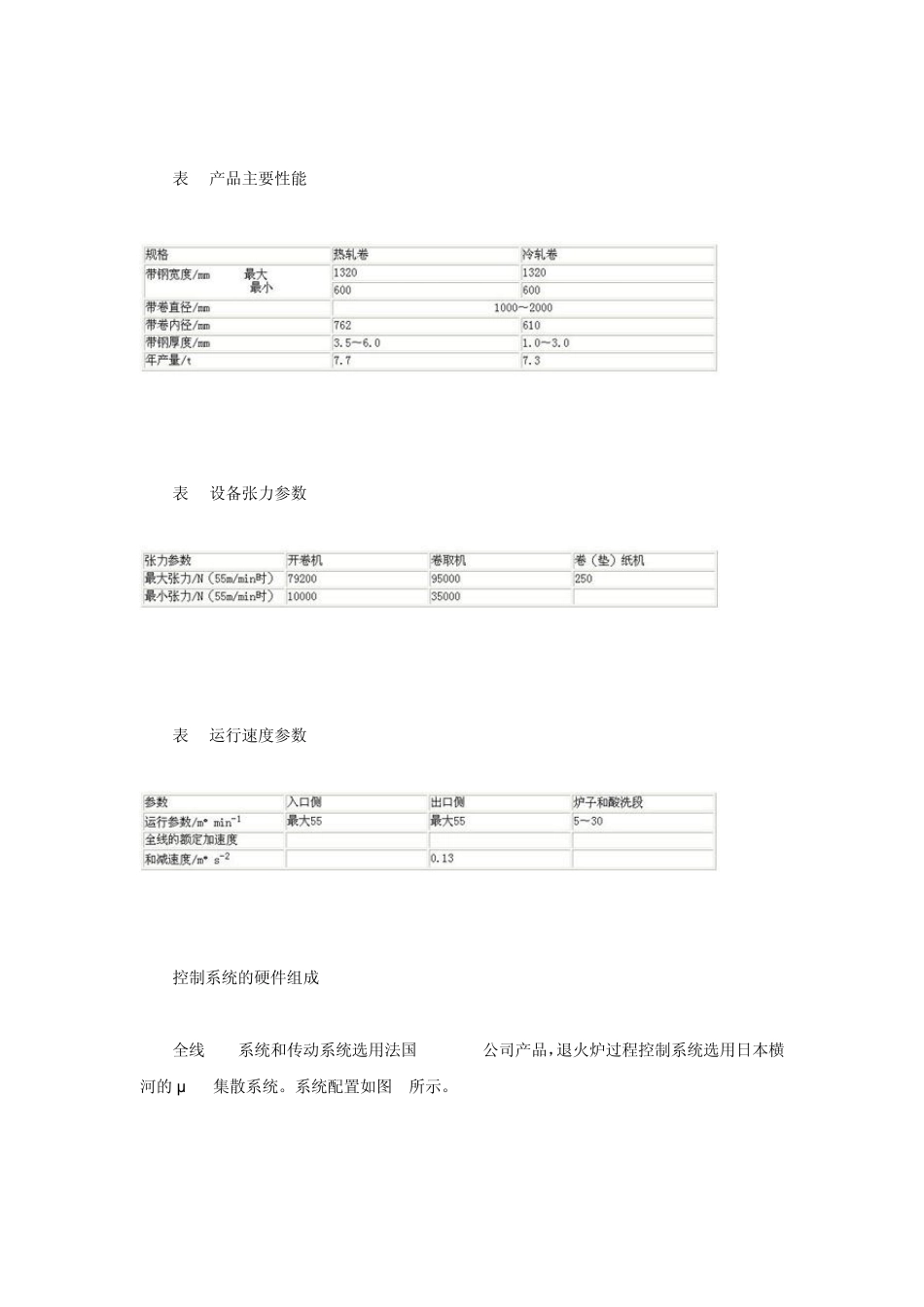
主要参数见表 1、表 2和表 3
表1 产品主要性能 表2 设备张力参数 表3 运行速度参数 控制系统的硬件组成 全线PLC系统和传动系统选用法国CEGELEC公司产品,退火炉过程控制系统选用日本横河的μ XL集散系统
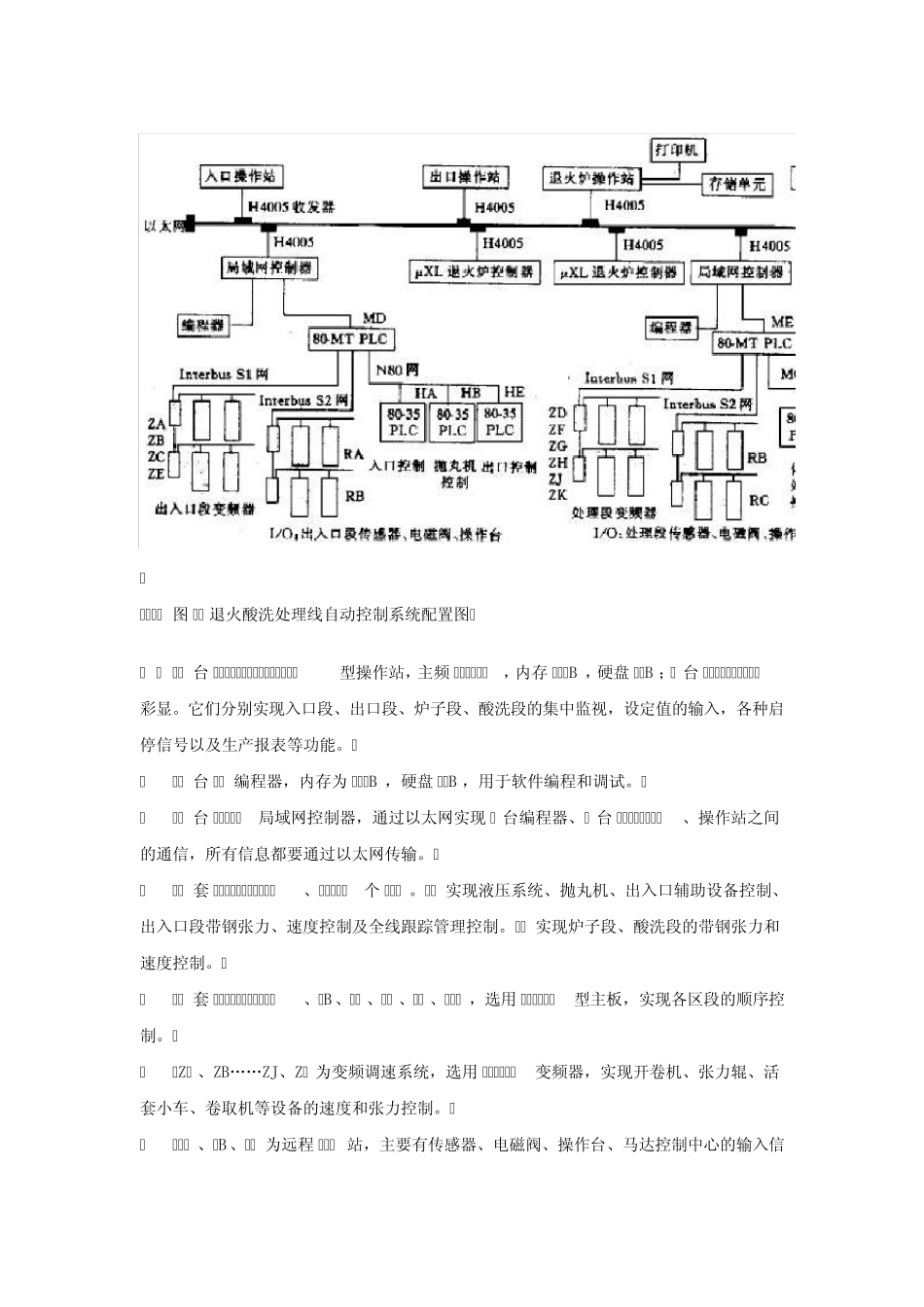
系统配置如图 2所示
图2 退火酸洗处理线自动控制系统配置图 -4 台ALSPASTATION255型操作站,主频200MHz,内存64MB ,硬盘1GB ;1 台17in(43mm)彩显
它们分别实现入口段、出口段、炉子段、酸洗段的集中监视,设定值的输入,各种启停信号以及生产报表等功能
-2 台PC 编程器,内存为32MB ,硬盘1GB ,用于软件编程和调试
-2 台DELNI局域网控制器,通过