1如何看梯形图 王玉琪 1
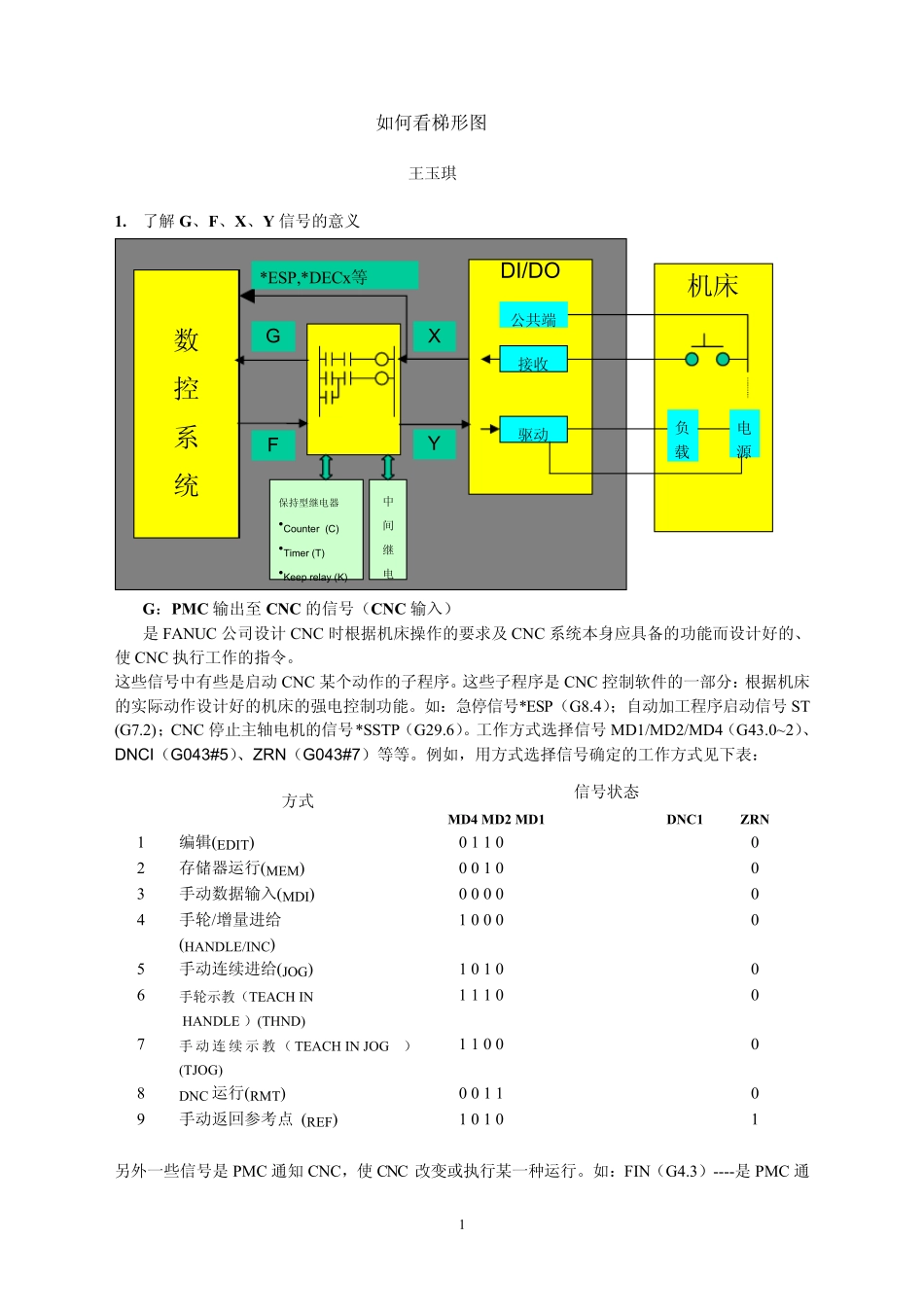
了解G、F、X、Y 信号的意义 G:PMC 输出至 CNC 的信号(CNC 输入) 是 FANUC 公司设计 CNC 时根据机床操作的要求及 CNC 系统本身应具备的功能而设计好的、使 CNC 执行工作的指令
这些信号中有些是启动 CNC 某个动作的子程序
这些子程序是 CNC 控制软件的一部分:根据机床的实际动作设计好的机床的强电控制功能
如:急停信号*ESP(G8
4);自动加工程序启动信号 ST (G7
2);CNC 停止主轴电机的信号*SSTP(G29
工作方式选择信号 MD1/MD2/MD4(G43
0~2)、DNCI(G043#5)、ZRN(G043#7)等等
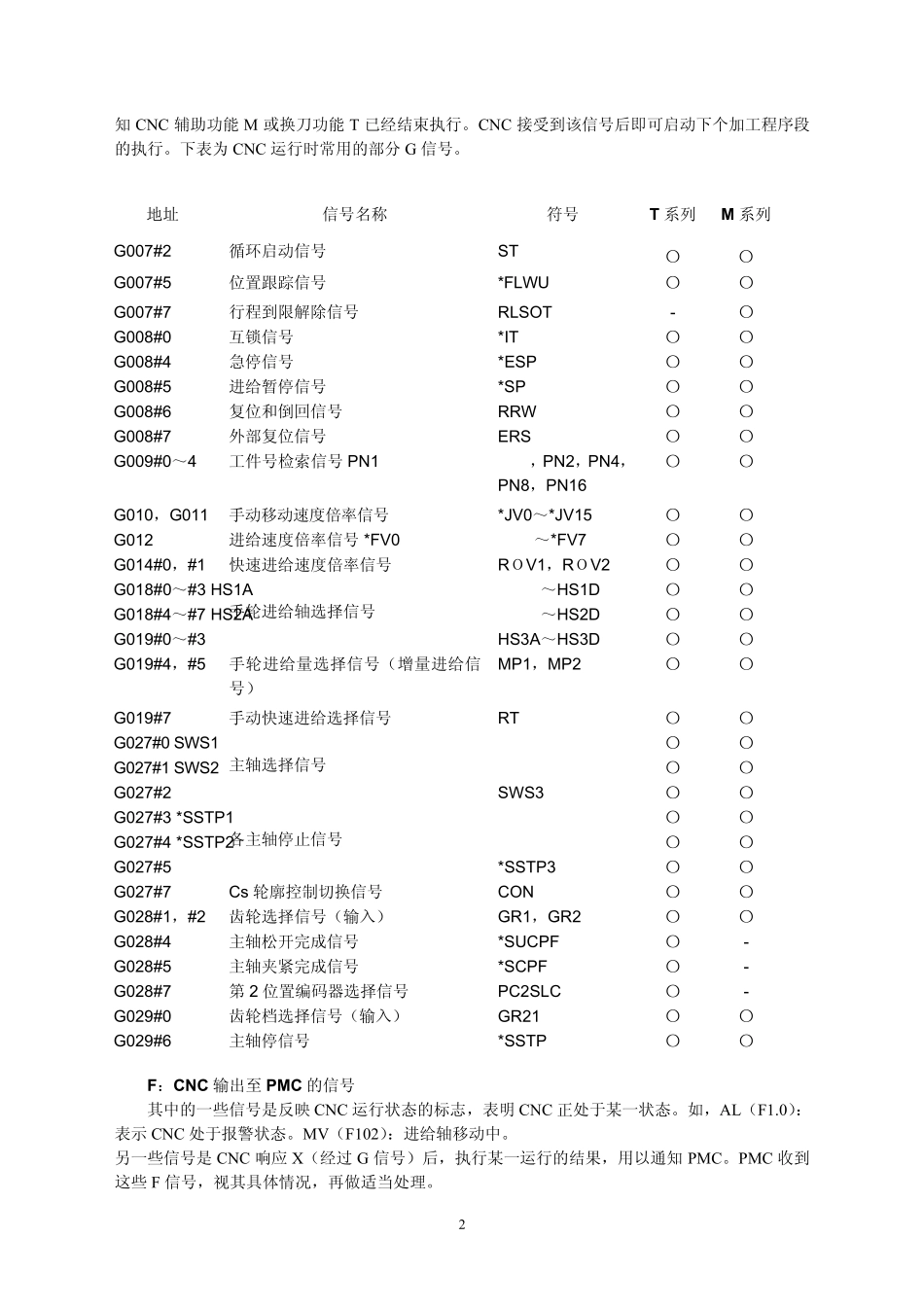
例如,用方式选择信号确定的工作方式见下表: 另外一些信号是 PMC 通知 CNC,使 CNC 改变或执行某一种运行
如:FIN(G4
3)----是 PMC 通信号状态 方式 MD4 MD2 MD1 DNC1 ZRN 1 编辑(EDIT) 0 1 1 0 0 2 存储器运行(MEM) 0 0 1 0 0 3 手动数据输入(MDI) 0 0 0 0 0 4 手轮/增量进给 (HANDLE/INC) 1 0 0 0 0 5 手动连续进给(JOG) 1 0 1 0 0 6 手轮示教(TEACH IN HANDLE )(THND) 1 1 1 0 0 7 手 动 连 续 示 教 ( TEACH IN JOG) (TJOG) 1 1 0 0 0 8 DNC 运行(RMT) 0 0 1 1 0 9 手动返回参考点 (REF) 1 0 1 0 1 数 控 系 统 机床 接收驱动负载 电源公共端DI/DOGFXY*ESP,*DECx等 保持型继电器 •Counter (C) •Timer (T) •Keep relay (K) 中间继电 2知CNC 辅助功能M 或换刀功能T 已经结束