1 研磨加工过程的一般计算1
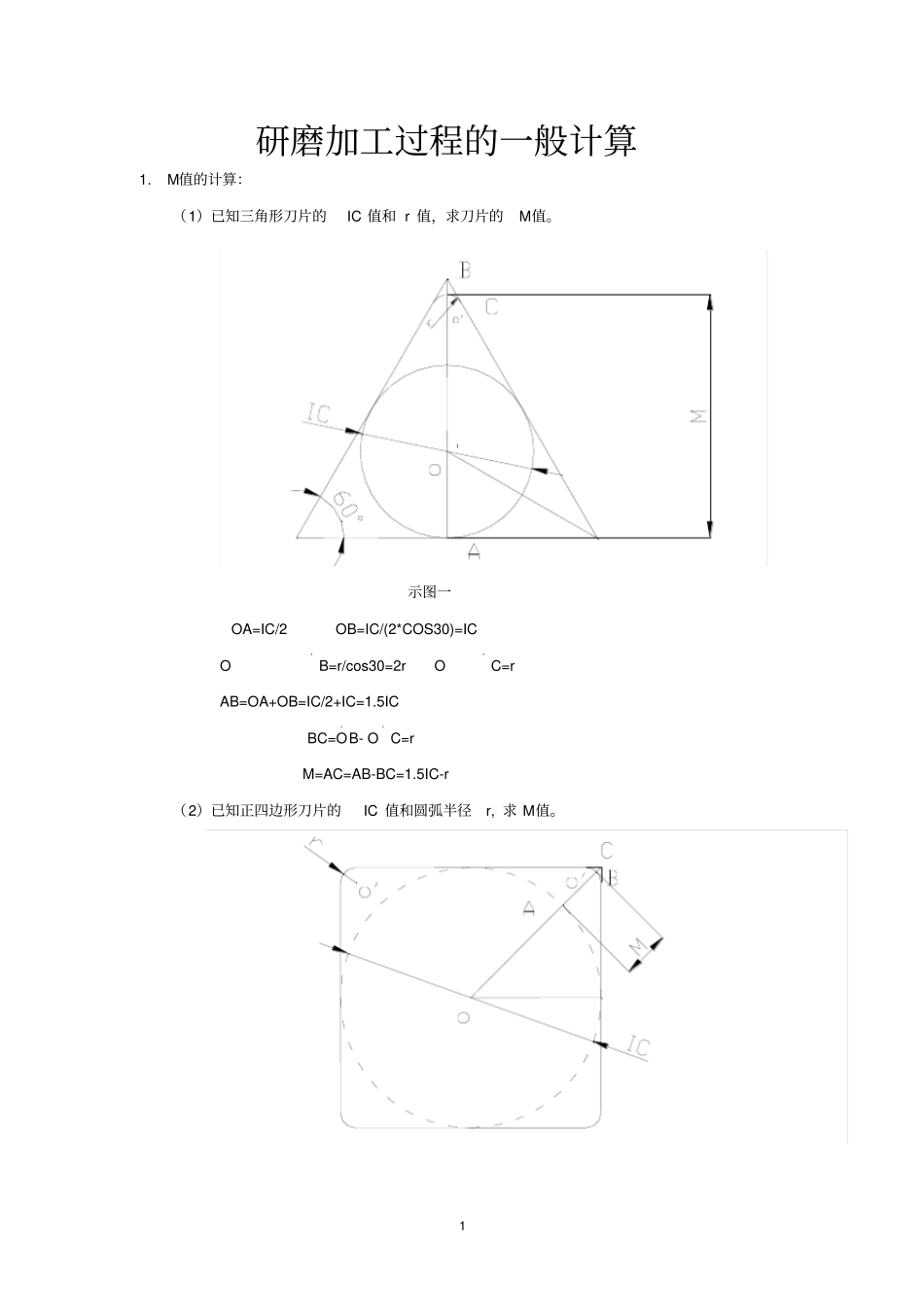
M值的计算:(1)已知三角形刀片的IC 值和 r 值,求刀片的M值
示图一 OA=IC/2 OB=IC/(2*COS30)=IC O’B=r/cos30=2r O’C=r AB=OA+OB=IC/2+IC=1
5IC BC=O’B- O’C=r M=AC=AB-BC=1
5IC-r (2)已知正四边形刀片的IC 值和圆弧半径r, 求 M值
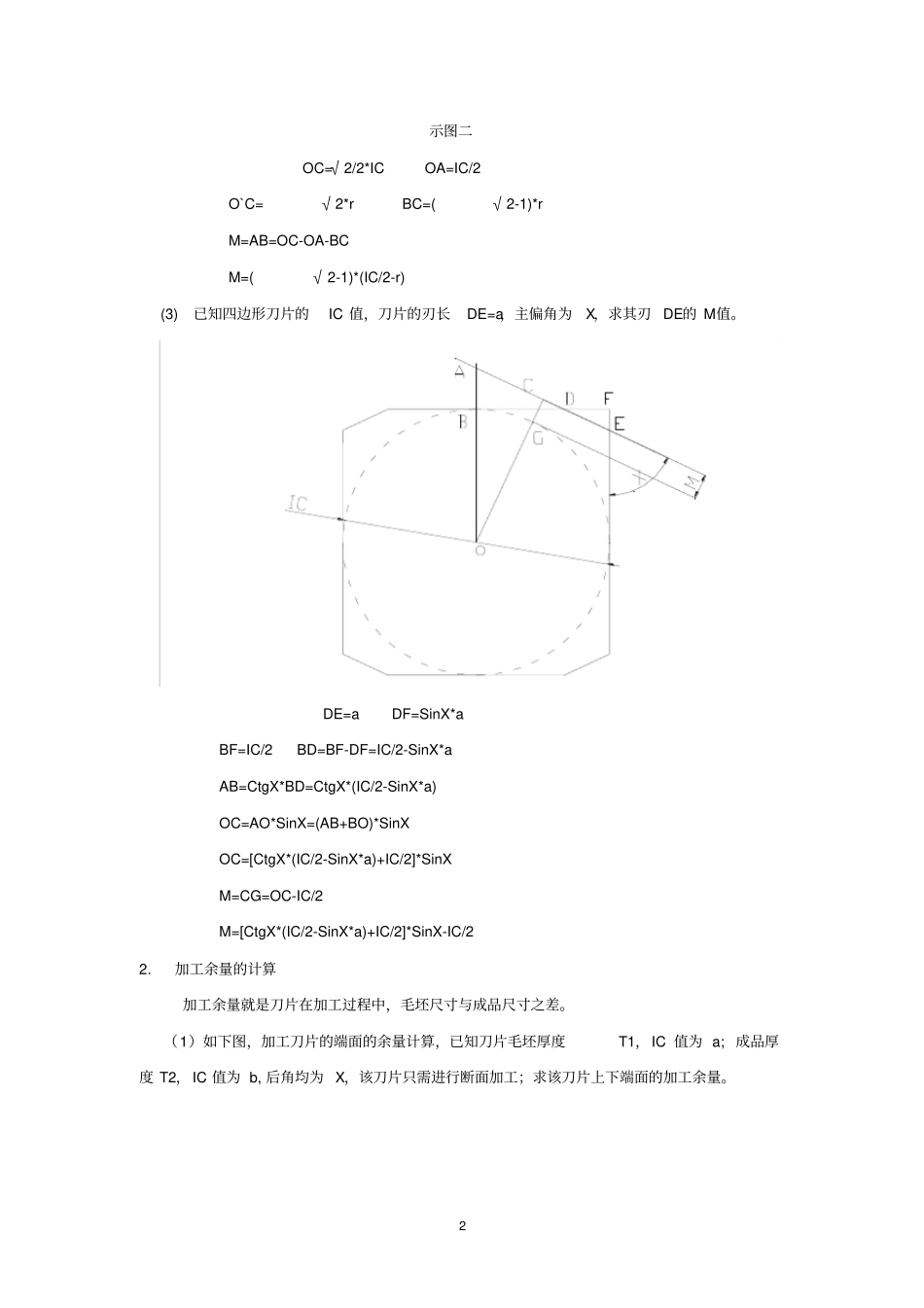
2 示图二OC=√2/2*IC OA=IC/2 O`C=√2*r BC=(√2-1)*r M=AB=OC-OA-BC M=(√ 2-1)*(IC/2-r) (3) 已知四边形刀片的IC 值,刀片的刃长DE=a,主偏角为X,求其刃 DE的 M值
DE=a DF=SinX*a BF=IC/2 BD=BF-DF=IC/2-SinX*a AB=CtgX*BD=CtgX*(IC/2-SinX*a) OC=AO*SinX=(AB+BO)*SinX OC=[CtgX*(IC/2-SinX*a)+IC/2]*SinX M=CG=OC-IC/2 M=[CtgX*(IC/2-SinX*a)+IC/2]*SinX-IC/2 2
加工余量的计算加工余量就是刀片在加工过程中,毛坯尺寸与成品尺寸之差
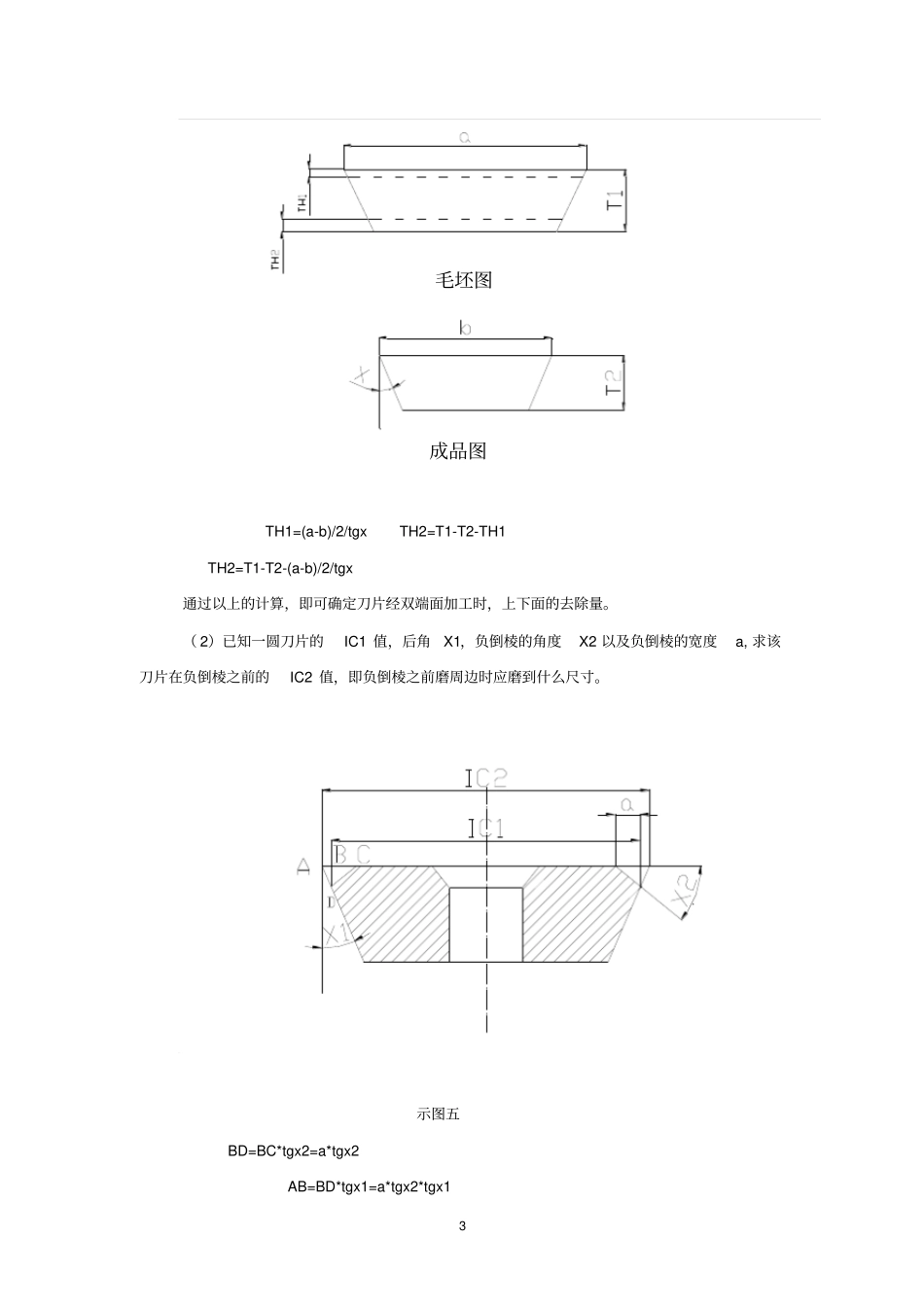
(1)如下图,加工刀片的端面的余量计算,已知刀片毛坯厚度T1,IC 值为 a; 成品厚度 T2,IC 值为 b, 后角均为 X,该刀片只需进行断面加工;求该刀片上下端面的加工余量
3 毛坯图成品图 TH1=(a-b)/2/tgx TH2=T1-T2-TH1 TH2=T1-T2-(a-b)/2/tgx 通过以上的计算,即可确定刀片经双端面加工时,上下面的去除量
( 2)已知一圆刀片的IC1 值,后角X1,负倒棱的角度X2 以及负倒棱的宽度a, 求该刀片在负倒棱之前的IC2 值,即负倒棱之前磨周边时应磨到什么尺寸
示图五 BD=BC*tgx2=