下载后可任意编辑防锈等级标准及工艺规程 文件编号No: 版本: A00根据公司对在制金属零部件及整机的防锈要求, 兼顾公司生产、 销售必须备有一定的整机和零部件库存的实际情况, 特制定如下零部件防锈的等级标准; 各等级防锈的操作工艺规程; 质量安全控制程序, 作为车间生产, 供应厂商共同做好金属零部件防锈工作标准依据
在制品工序间防锈: 1
车间内生产工序间周转的零件防锈要求为 3~6 月, 防锈油选择洛斯品牌68#防锈油
机加工各切削机床切削液严格按配比要求加水防止切削液水分超标造成生锈
机加工车间各工序完工后用气枪吹扫残留铁屑、 切削液后用毛刷涂刷洛斯品牌 68#防锈油, 注意盲孔等复杂部位要涂刷到位, 裸置于木托盘或专用周转箱内
对于后续需要油漆或外发喷粉的零件, 机加工完工后尽快转序到油漆车间或通知生产部外协委外喷粉
同时做好相关的防锈工作
车间应根据生产计划科学合理的调度、 安排生产保证各工序零件不积压, 缩短生产周期降低在制品工序间生锈的几率
成品零部件防锈: 因环境温度、 湿度、 腐蚀性成分的差异, 综合零部件的关键程度、 产品价值、 生产和采购周期等因素将零部件划分为三个防锈等级标准进行控制, 以下为各等级标准的具体防锈要求和操作工艺规程
对于采购、 外协、 委外加工的金属零部件的防锈须根据附表零件的等级标准要求供应商按相应的零件防下载后可任意编辑锈等级规定的防锈期限做相应的防锈处理, 防锈油的选择和防锈工艺流程可根据其企业自身情况决定
A 类防锈等级1
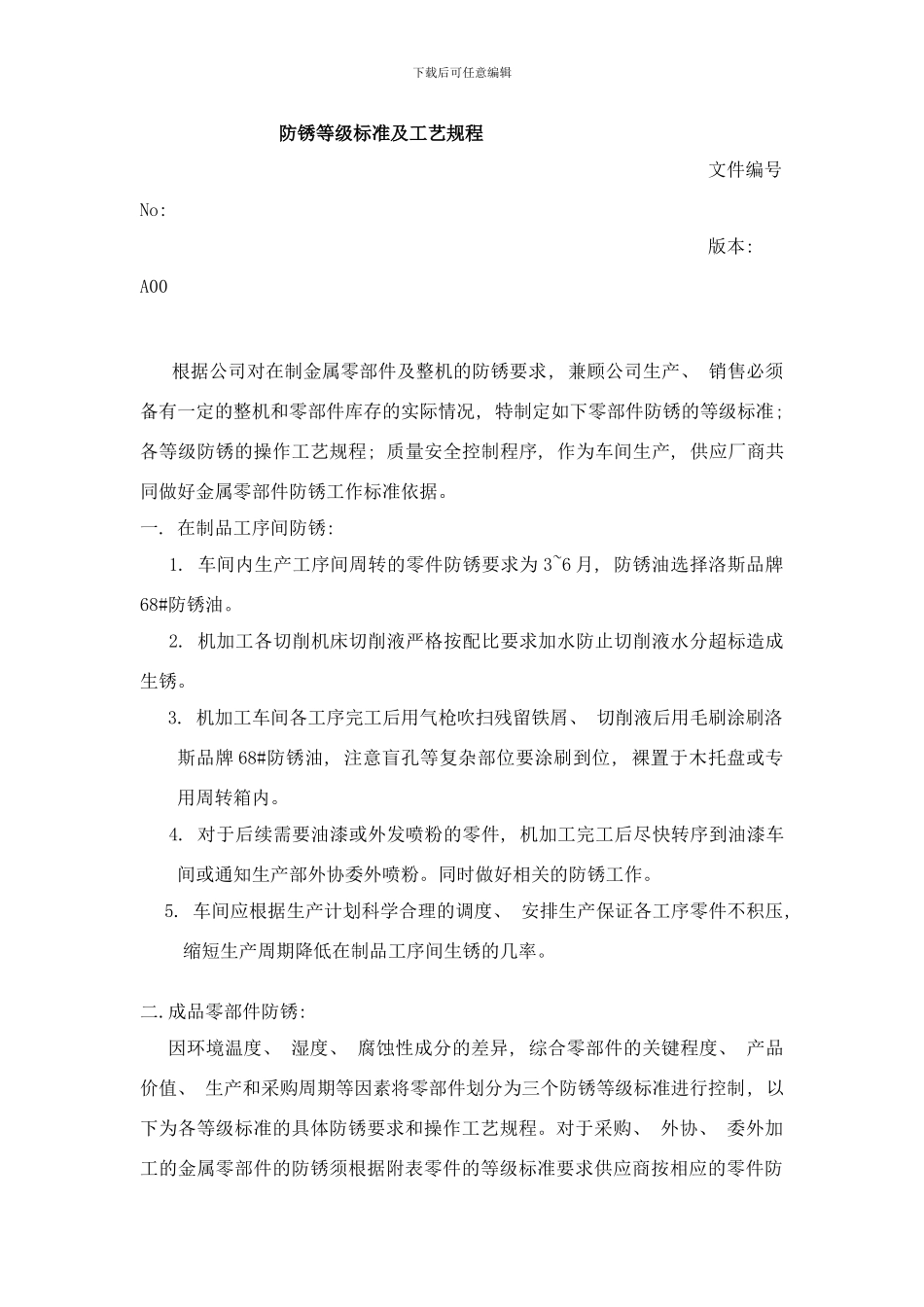
A 类防锈等级的具体防锈要求: A 类零件防锈时间要保证 1~2 年不生锈; 防锈油选择 CRC 品牌 SP-400 防锈油( 脱水置换型) ; 成品零件采纳防锈油纸独立包装
A 类防锈等级的工艺流程: 防锈槽3 操作规程: 3
1 完工零件及时送检, 检验