数控铣、加工中心编程培训讲义(陈建)南通科技投资股份有限公司一,编程的基本知识1, 编程方法a, 手工编程b, 自动编程2,机床坐标系和工件坐标系a, 机床坐标系采用右手定则的笛卡儿坐标系,大拇指 X 正方向、食指Y 正方向、中指Z 正方向
b, 机床原点机床零点,是机床上设置的一个固定的点
c, 工件坐标系
根据零件图样建立的坐标系称为工件坐标系
3,程序的结构与格式a, 程序的组成一个完整的程序由程序号、程序内容和程序结束三部分组成
b, 程序段的组成每个程序段由若干个数据字构成,而数据字又由地址码和数字码构成
X50、G80
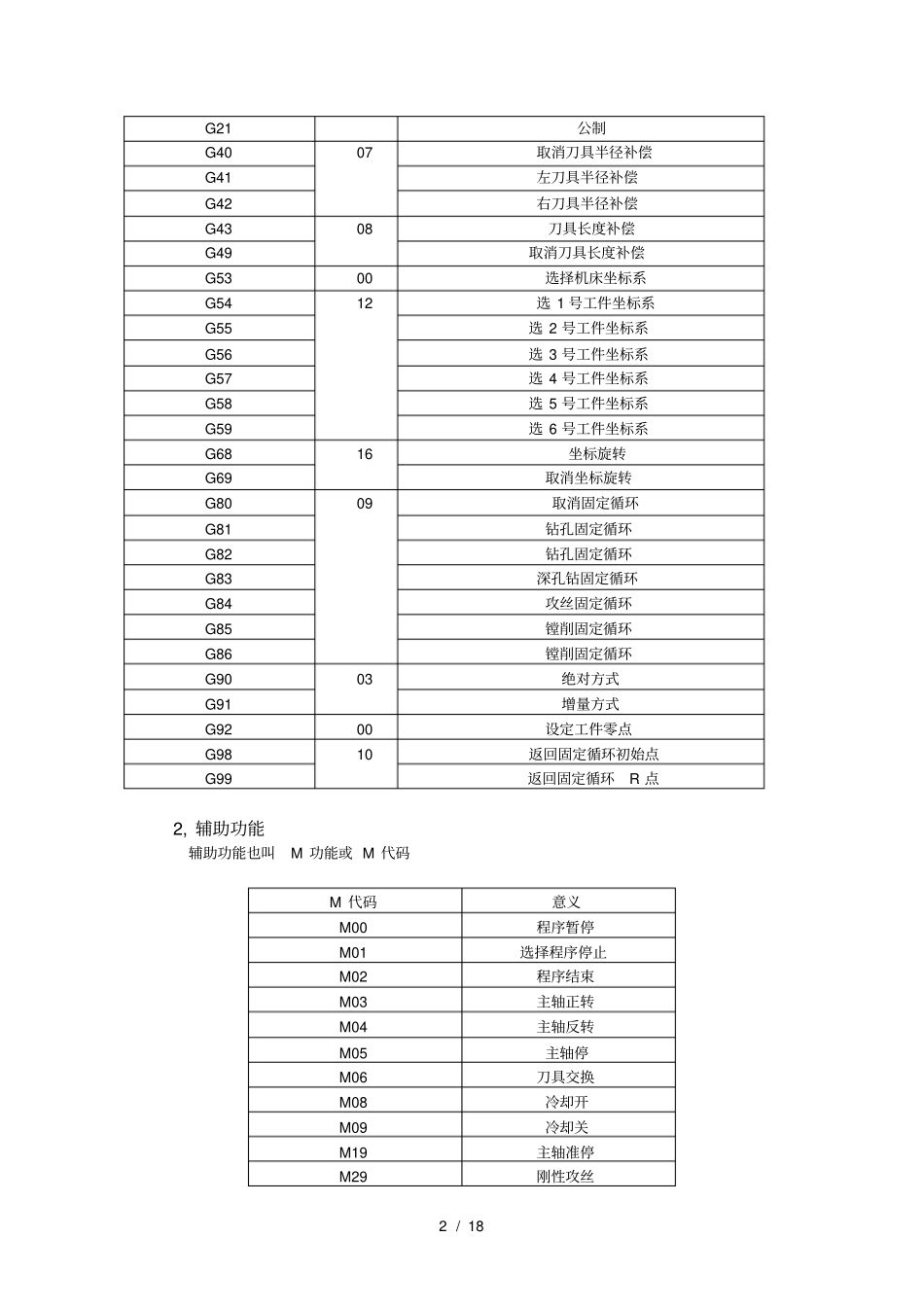
二,数控常用的系统功能1, 准备功能准备功能也叫G 功能或 G 代码G 代码分组意义 (功能 ) G00 01 快速进给、定位G01 直线插补G02 圆弧插补 CW ( 顺时针 ) G03 圆弧插补 CCW ( 逆时针 ) G04 00 暂停G15 18 极坐标指令取消G16 极坐标指令G17 02 XY 平面G18 ZX 平面G19 YZ 平面G20 06 英制2 / 18 G21 公制G40 07 取消刀具半径补偿G41 左刀具半径补偿G42 右刀具半径补偿G43 08 刀具长度补偿G49 取消刀具长度补偿G53 00 选择机床坐标系G54 12 选 1 号工件坐标系G55 选 2 号工件坐标系G56 选 3 号工件坐标系G57 选 4 号工件坐标系G58 选 5 号工件坐标系G59 选 6 号工件坐标系G68 16 坐标旋转G69 取消坐标旋转G80 09 取消固定循环G81 钻孔固定循环G82 钻孔固定循环G83 深孔钻固定循环G84 攻丝固定循环G85 镗削固定循环G86 镗削固定循环G90 03 绝对方式G91 增量方式G92 00 设定工件零点G98 10 返回固定循环初始点G99 返回固定循环R 点2, 辅助功能辅助