下载后可任意编辑 换热器技术协议甲方: 乙方: 2024 年 1 月空、煤气热管换热器技术协议下载后可任意编辑甲方:乙方:甲方高炉热风炉技改采纳整体式热管换热器,回收利用热风炉烟气余热,预热助燃空气及高炉煤气,以提高烧炉效果
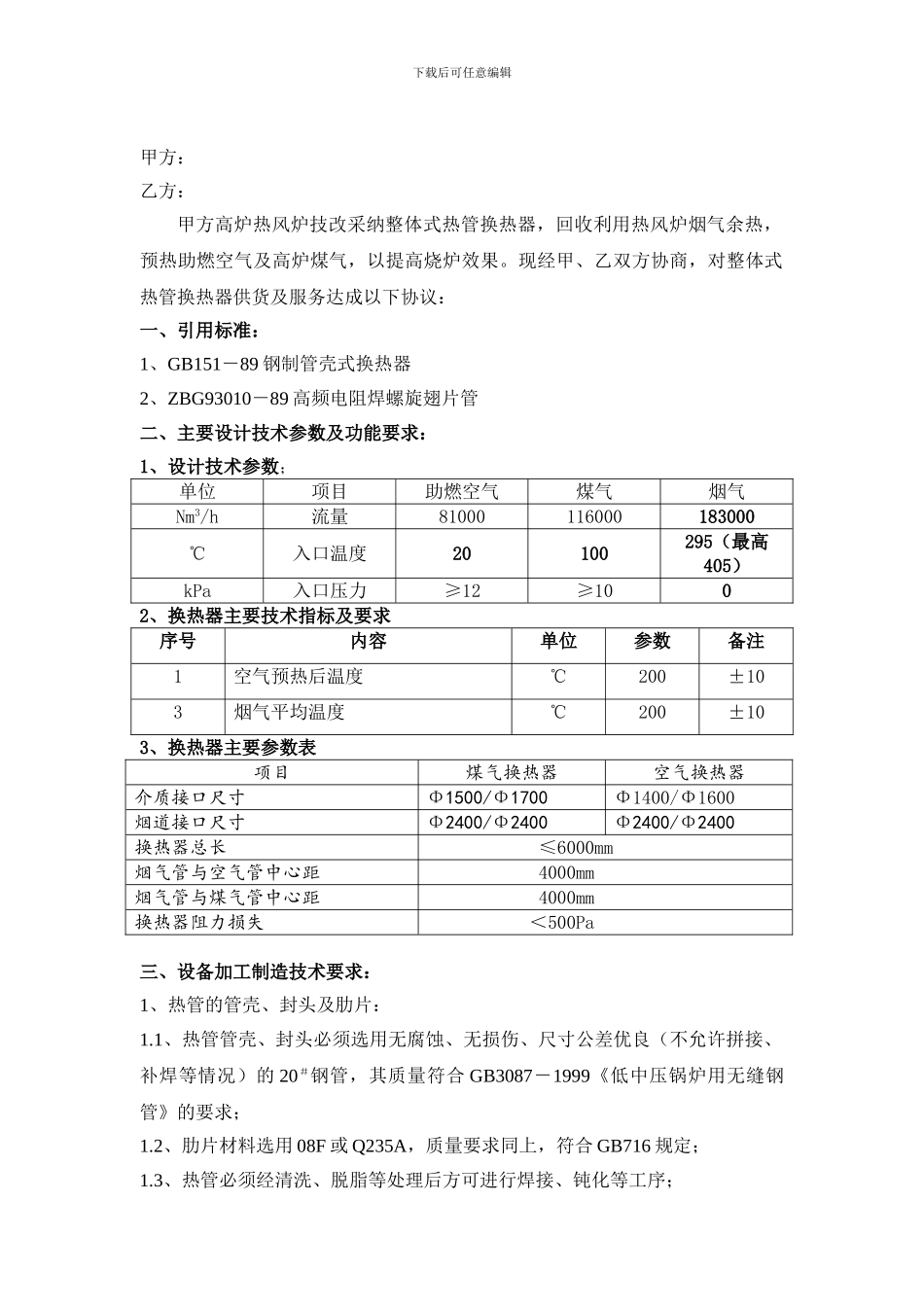
现经甲、乙双方协商,对整体式热管换热器供货及服务达成以下协议:一、引用标准:1、GB151-89 钢制管壳式换热器2、ZBG93010-89 高频电阻焊螺旋翅片管二、主要设计技术参数及功能要求:1、设计技术参数;单位项目助燃空气煤气烟气Nm3/h流量81000116000183000℃入口温度20100295(最高405)kPa入口压力≥12≥1002、换热器主要技术指标及要求序号内容单位参数备注1空气预热后温度℃200±103烟气平均温度℃200±103、换热器主要参数表项目煤气换热器空气换热器介质接口尺寸Φ1500/Φ1700Φ1400/Φ1600烟道接口尺寸Φ2400/Φ2400Φ2400/Φ2400换热器总长≤6000mm烟气管与空气管中心距4000mm烟气管与煤气管中心距4000mm换热器阻力损失<500Pa三、设备加工制造技术要求:1、热管的管壳、封头及肋片:1
1、热管管壳、封头必须选用无腐蚀、无损伤、尺寸公差优良(不允许拼接、补焊等情况)的 20#钢管,其质量符合 GB3087-1999《低中压锅炉用无缝钢管》的要求;1
2、肋片材料选用 08F 或 Q235A,质量要求同上,符合 GB716 规定;1
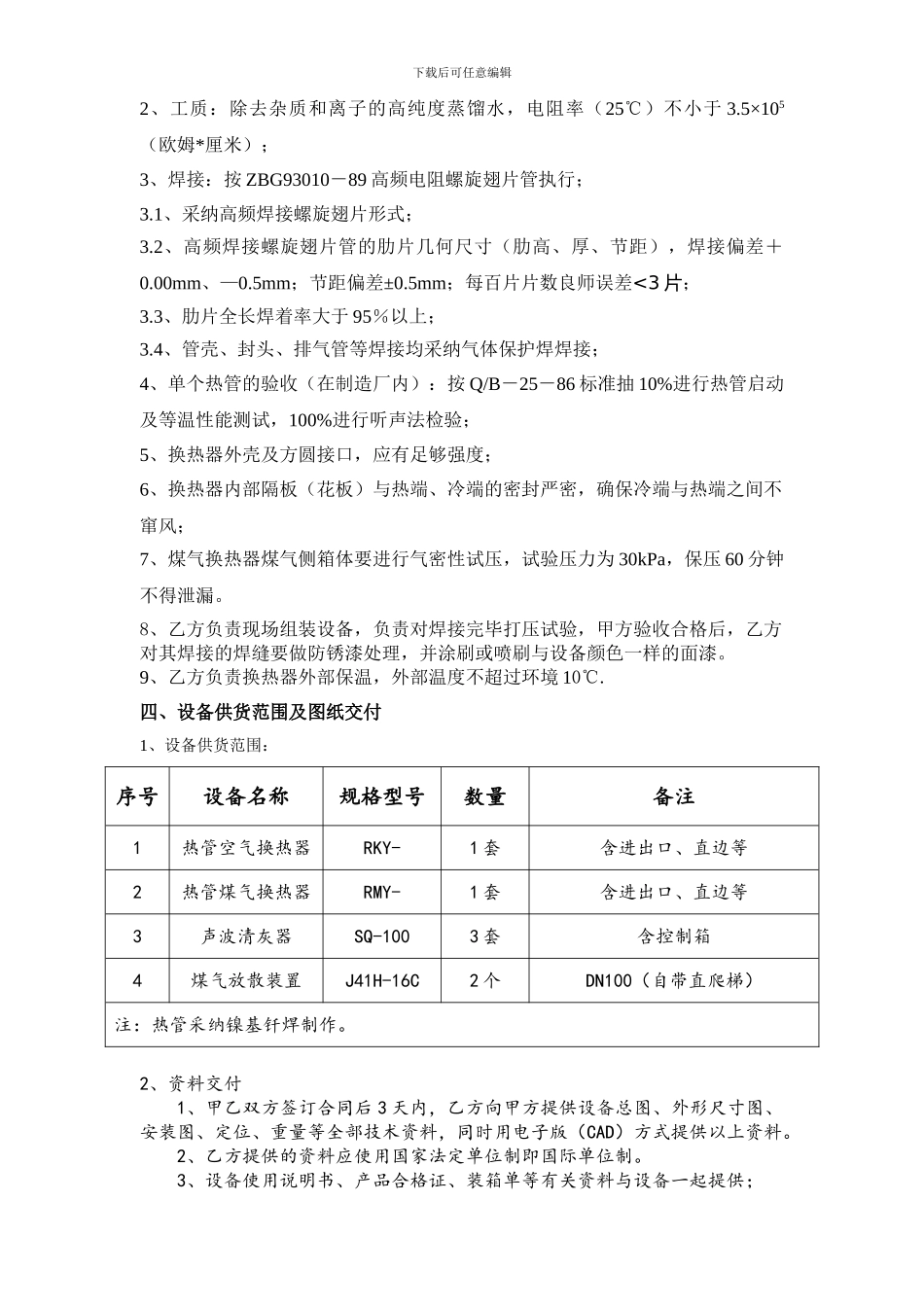
3、热管必须经清洗、脱脂等处理后方可进行焊接、钝化等工序;下载后可任意编辑2、工质:除去杂质和离子的高纯度蒸馏水,电阻率(25℃)不小于 3
5×105(欧姆*厘米);3、焊接:按 ZBG93010-89 高频电阻螺旋翅片管执行;3
1、采纳高频焊接螺旋翅片形式;3
2、高频焊接螺旋翅片管的肋片几何尺寸(肋高、厚、节距),焊接偏差+0