金属切削中的物理现象及基本规律(3)二、切削力及其主要影响因素
切削力是金属切削过程中的基本物理现象之一,是分析机制工艺、设计机床、刀具、夹具时的主要技术参数
(一)切削力的来源、切削分力金属切削时,切削层及其加工表面上产生弹性和塑性变形;同时工件与刀具之间的相对运动存在着摩擦力
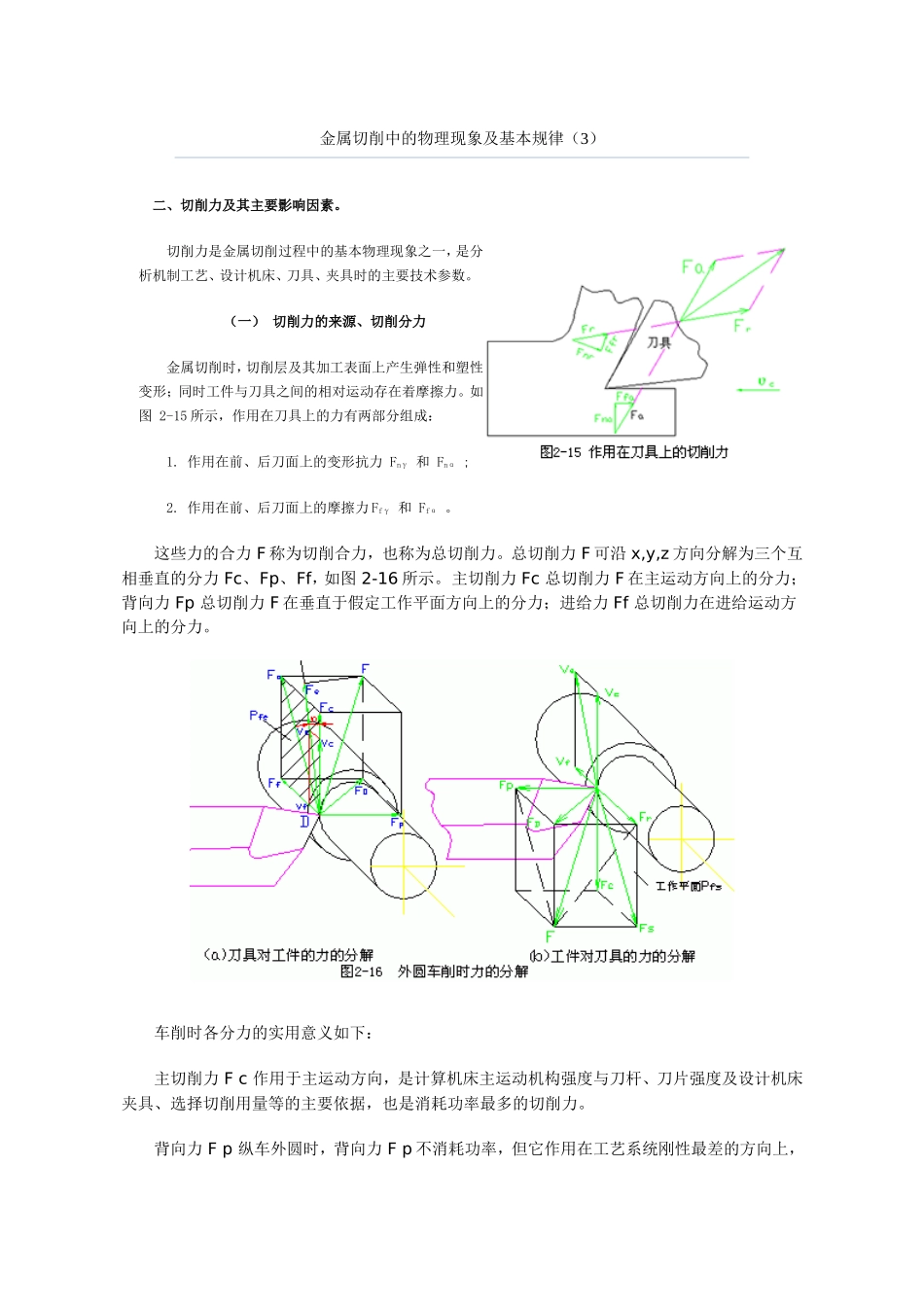
如图2-15所示,作用在刀具上的力有两部分组成:1
作用在前、后刀面上的变形抗力Fnγ和Fnα;2
作用在前、后刀面上的摩擦力Ffγ和Ffα
这些力的合力F称为切削合力,也称为总切削力
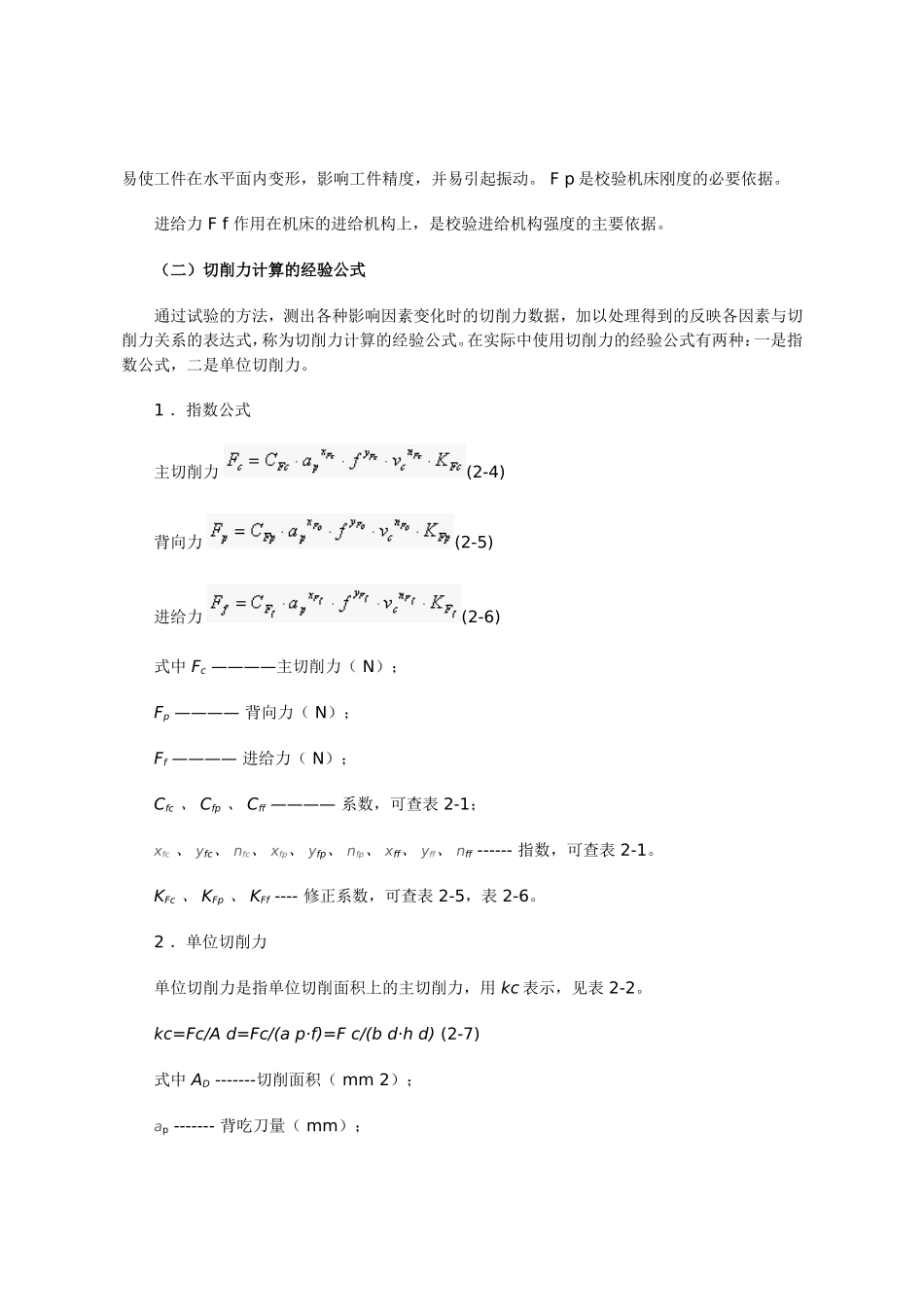
总切削力F可沿x,y,z方向分解为三个互相垂直的分力Fc、Fp、Ff,如图2-16所示
主切削力Fc总切削力F在主运动方向上的分力;背向力Fp总切削力F在垂直于假定工作平面方向上的分力;进给力Ff总切削力在进给运动方向上的分力
车削时各分力的实用意义如下:主切削力Fc作用于主运动方向,是计算机床主运动机构强度与刀杆、刀片强度及设计机床夹具、选择切削用量等的主要依据,也是消耗功率最多的切削力
背向力Fp纵车外圆时,背向力Fp不消耗功率,但它作用在工艺系统刚性最差的方向上,易使工件在水平面内变形,影响工件精度,并易引起振动
Fp是校验机床刚度的必要依据
进给力Ff作用在机床的进给机构上,是校验进给机构强度的主要依据
(二)切削力计算的经验公式通过试验的方法,测出各种影响因素变化时的切削力数据,加以处理得到的反映各因素与切削力关系的表达式,称为切削力计算的经验公式
在实际中使用切削力的经验公式有两种:一是指数公式,二是单位切削力
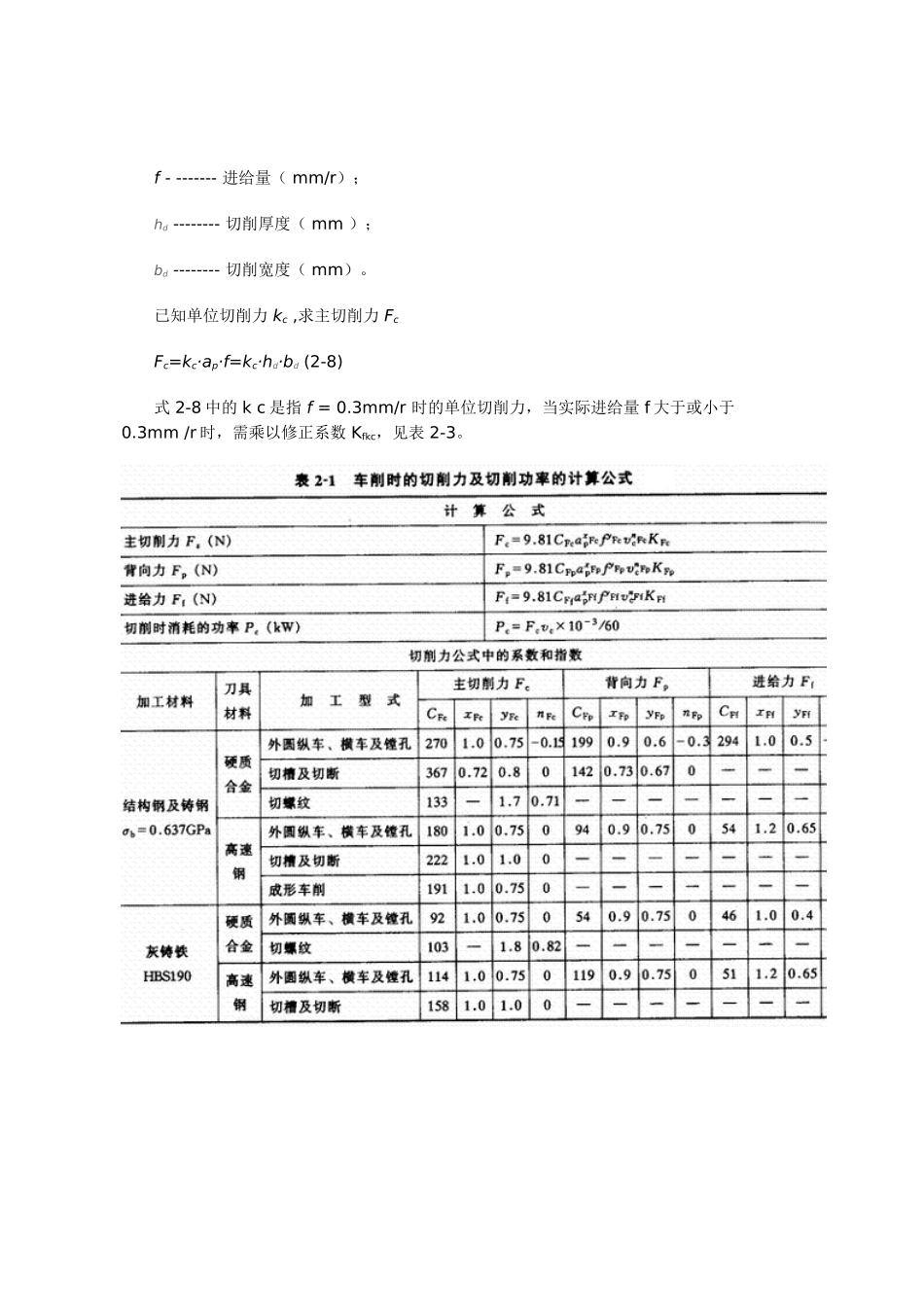
1.指数公式主切削力(2-4)背向力(2-5)进给力(2-6)式中Fc————主切削力(N);Fp————背向力(N);Ff————进给力(N);Cfc、Cfp、Cff————系数,可查表2-1;xfc、yfc、nfc、xfp、yfp、nfp、xff、yff、nff------指数,可查表2