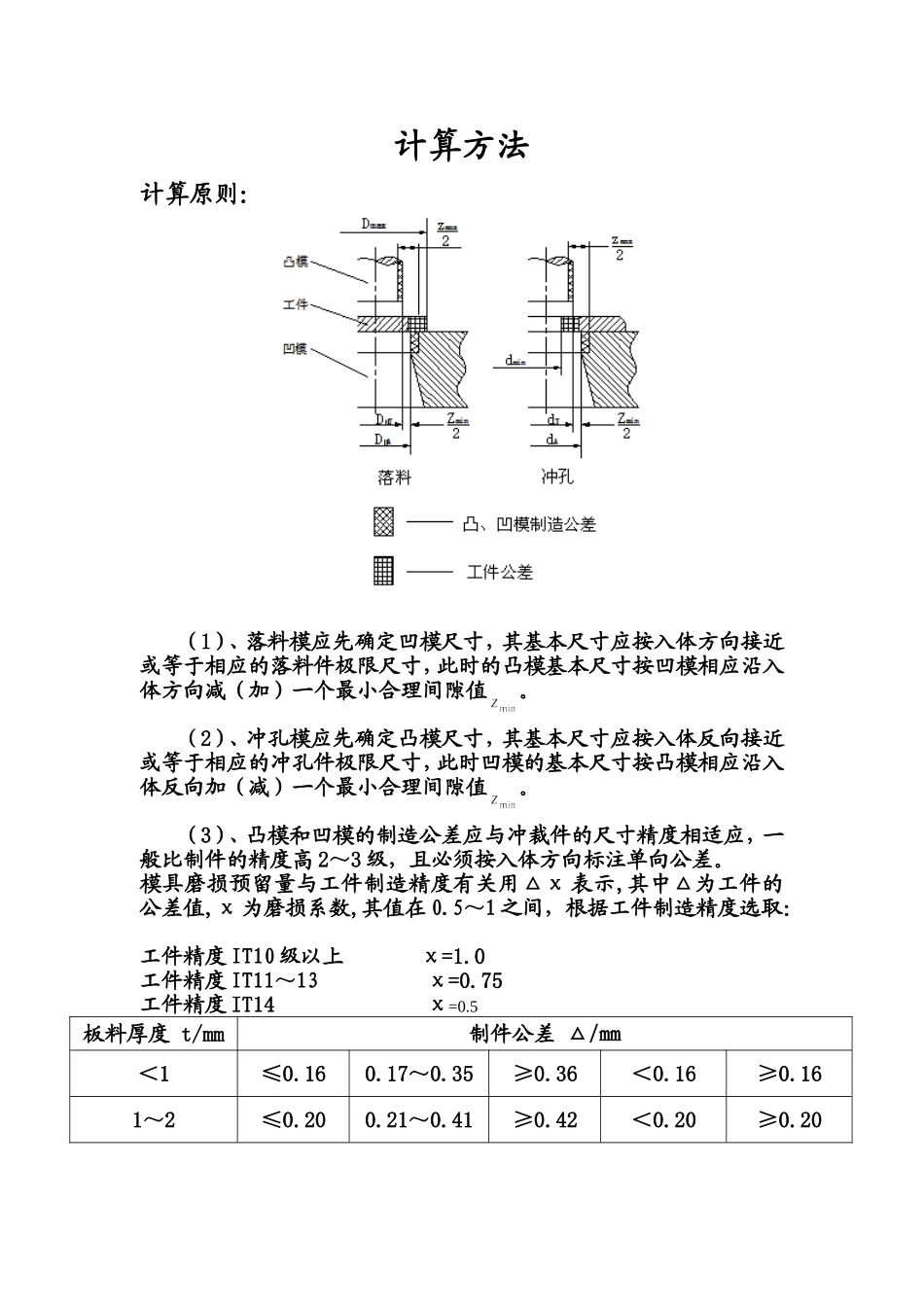
计算方法计算原则:(1)、落料模应先确定凹模尺寸,其基本尺寸应按入体方向接近或等于相应的落料件极限尺寸,此时的凸模基本尺寸按凹模相应沿入体方向减(加)一个最小合理间隙值
(2)、冲孔模应先确定凸模尺寸,其基本尺寸应按入体反向接近或等于相应的冲孔件极限尺寸,此时凹模的基本尺寸按凸模相应沿入体反向加(减)一个最小合理间隙值
(3)、凸模和凹模的制造公差应与冲裁件的尺寸精度相适应,一般比制件的精度高2~3级,且必须按入体方向标注单向公差
模具磨损预留量与工件制造精度有关用△χ表示,其中△为工件的公差值,χ为磨损系数,其值在0
5~1之间,根据工件制造精度选取:工件精度IT10级以上χ=1
0工件精度IT11~13χ=0
75工件精度IT14χ=0
5板料厚度t/mm制件公差△/mm<1≤0
161~2≤0
202~4≤0
24>4≤0
30磨损系数χ非圆形χ值圆形χ值1
5规则形状冲裁模凸模、凹模制造偏差δ基本尺寸基本尺寸≤18-0
020>180~260-0
045>18~30-0
025>260~360-0
050>30~80-0
030>360~500-0
060>80~120-0
035>500-0
070>120~1800
040凸模和凹模分别加工时间隙变动范围1、分别加工法+≤-落料=(-χ△)=(-)=(-χ△-)冲孔=(+χ△)=(+)=(+χ△+)孔心距孔心距属于磨损后基本不变的尺寸,在同一工步中,在工件上冲出的孔距为L±Δ/2两个孔时,其