行位设计要求(1) 行位机构的各组件应有合理的加工工艺性,尤其是成型部位
一般要求:a
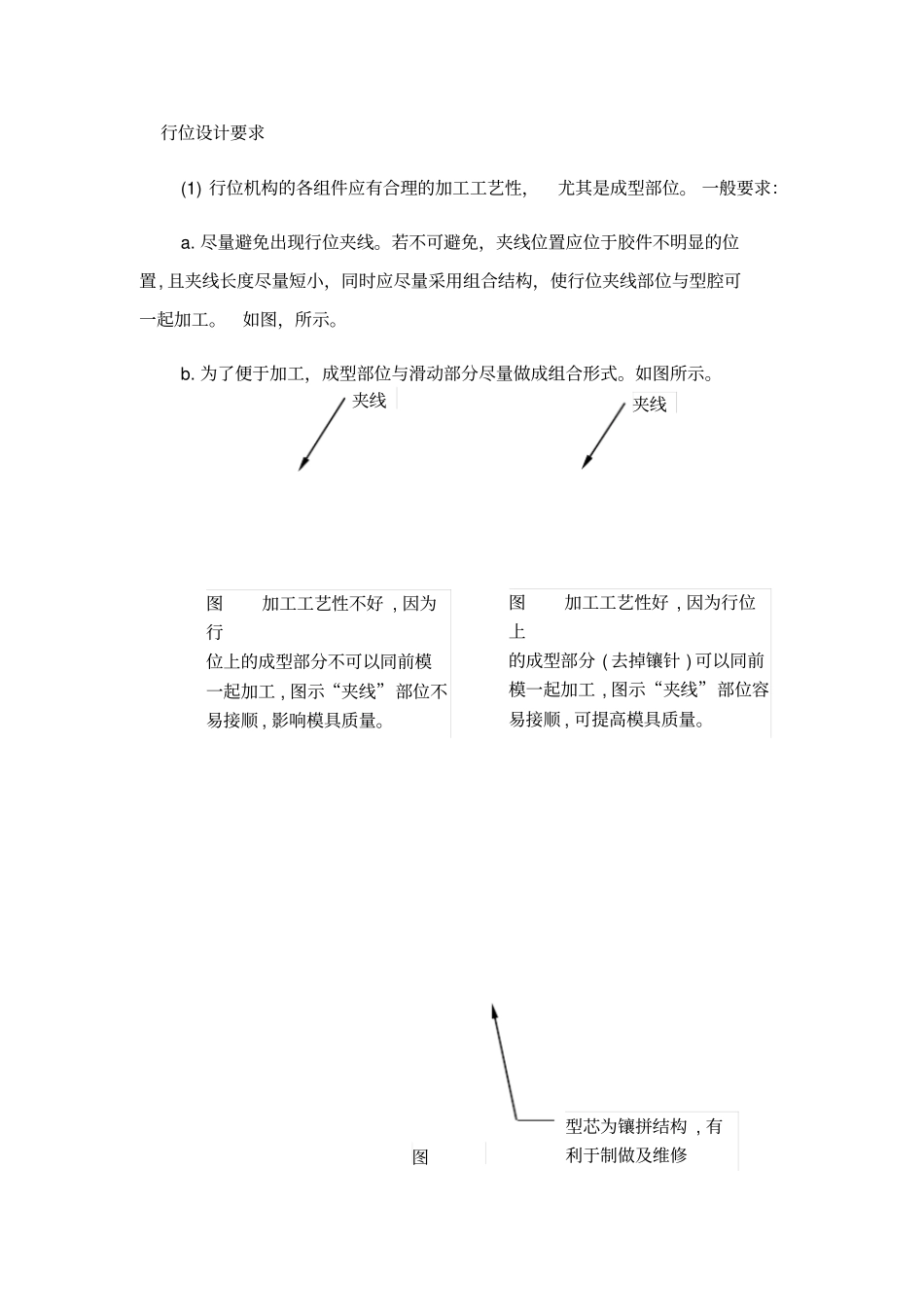
尽量避免出现行位夹线
若不可避免,夹线位置应位于胶件不明显的位置, 且夹线长度尽量短小,同时应尽量采用组合结构,使行位夹线部位与型腔可一起加工
为了便于加工,成型部位与滑动部分尽量做成组合形式
夹线夹线图加工工艺性不好 , 因为行位上的成型部分不可以同前模一起加工 , 图示“夹线”部位不易接顺 , 影响模具质量
图加工工艺性好 , 因为行位上的成型部分 ( 去掉镶针 ) 可以同前模一起加工 , 图示“夹线”部位容易接顺 , 可提高模具质量
图型芯为镶拼结构 , 有利于制做及维修(2) 行位机构的组件及其装配部位应保证足够的强度、刚度
行位机构一般依据经验设计,也可进行简化计算( 计算参阅第五章节 ) ,为保证足够的强度、刚度,一般情况采用:A
结构尺寸最大
在空间位置可满足的情况下,行位组件采用最大结构尺寸B
优化设计结构
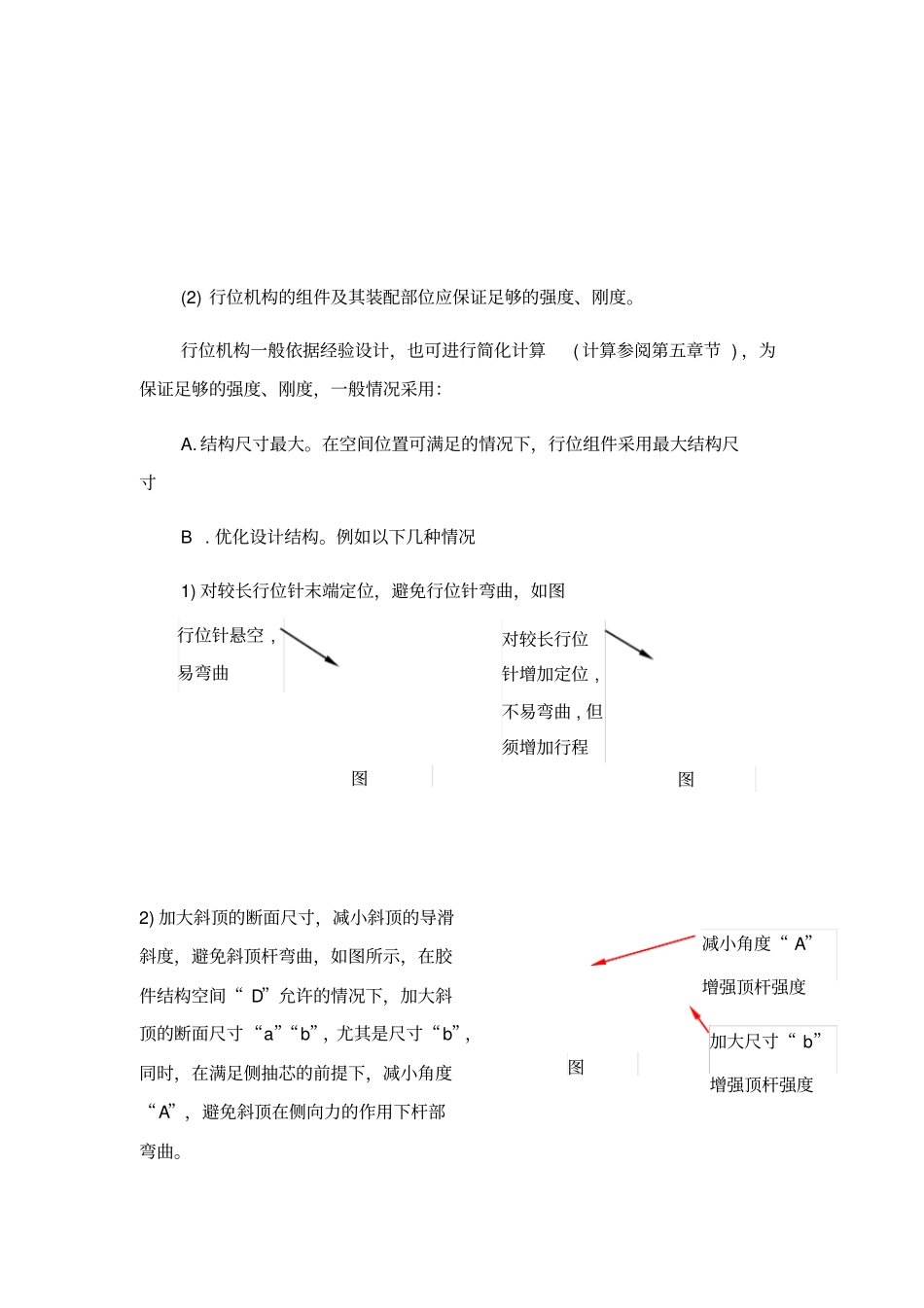
例如以下几种情况1) 对较长行位针末端定位,避免行位针弯曲,如图2) 加大斜顶的断面尺寸,减小斜顶的导滑斜度,避免斜顶杆弯曲,如图所示,在胶件结构空间“ D”允许的情况下,加大斜顶的断面尺寸“a”“b”,尤其是尺寸“b”,同时,在满足侧抽芯的前提下,减小角度“A”,避免斜顶在侧向力的作用下杆部弯曲
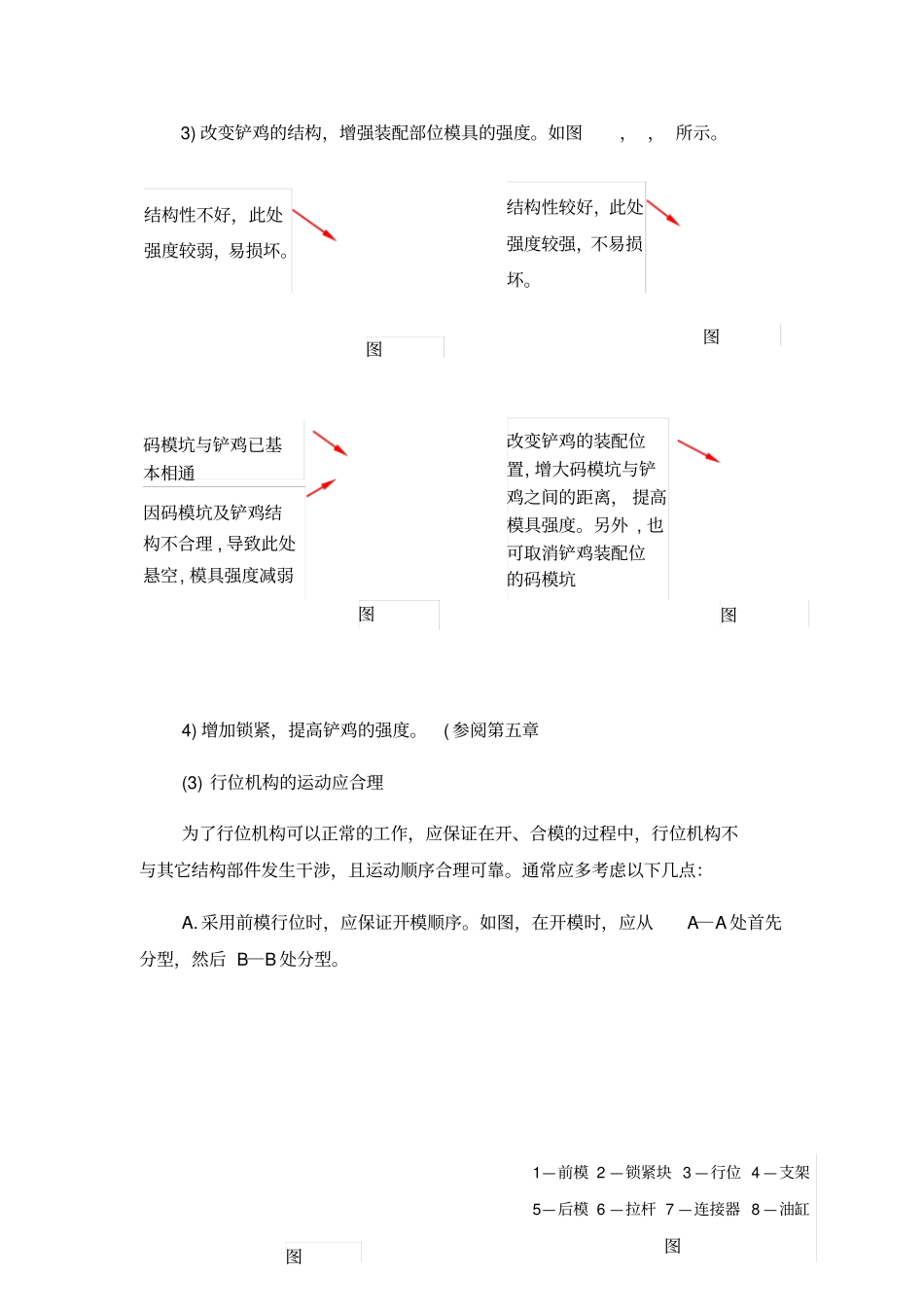
行位针悬空 ,易弯曲对较长行位针增加定位 ,不易弯曲 , 但须增加行程图图加大尺寸“ b”增强顶杆强度图减小角度“ A”增强顶杆强度3) 改变铲鸡的结构,增强装配部位模具的强度
如图, , 所示
4) 增加锁紧,提高铲鸡的强度
( 参阅第五章(3) 行位机构的运动应合理为了行位机构可以正常的工作,应保证在开、合模的过程中,行位机构不与其它结构部件发生干涉,且运动顺序合理可靠
通常应多考虑以下几点:A
采用前模行位时,应保证开模顺序