钻削与镗削Addison-Wesley pub
摘要 :通过驱动刀具能在工件上钻出通孔或盲孔,钻刀是正对着工件绕着自己的轴线旋转
当然,刀具从其轴线向外的切削距离应和需加工的孔的半径相等
在实际生产中,是采用关于同一轴线对称的两切削刀刃的刀具
钻削既可被应用于手工也可用于钻床中
钻床在尺寸和结构上有所不同
然而,当工件被牢固地安装好后,钻刀总是绕着自己的轴线旋转
这是和在车床上钻孔是相反的
镗孔是扩大以前钻削或镗削好了的孔
镗孔能够消除钻空加工时孔所产生的偏心,使孔扩大到需铰削的尺寸
下面是对钻削、钻床分类和镗孔的简要介绍
关键词 :钻削、镗削、钻床、钻削刀具、镗刀、钻床的分类钻削刀具在钻削操作中, 采用的是一种柱形的螺旋式刀具,被称之为钻刀
钻刀有一条或两条切削刃和相应的出屑槽, 出屑槽呈直线或螺旋线形
出屑槽的作用是为在钻削过程中产生的切屑提供一个通道, 同时也是便于润滑剂和冷却剂到达钻刀的切削刃和工件的被加工表面
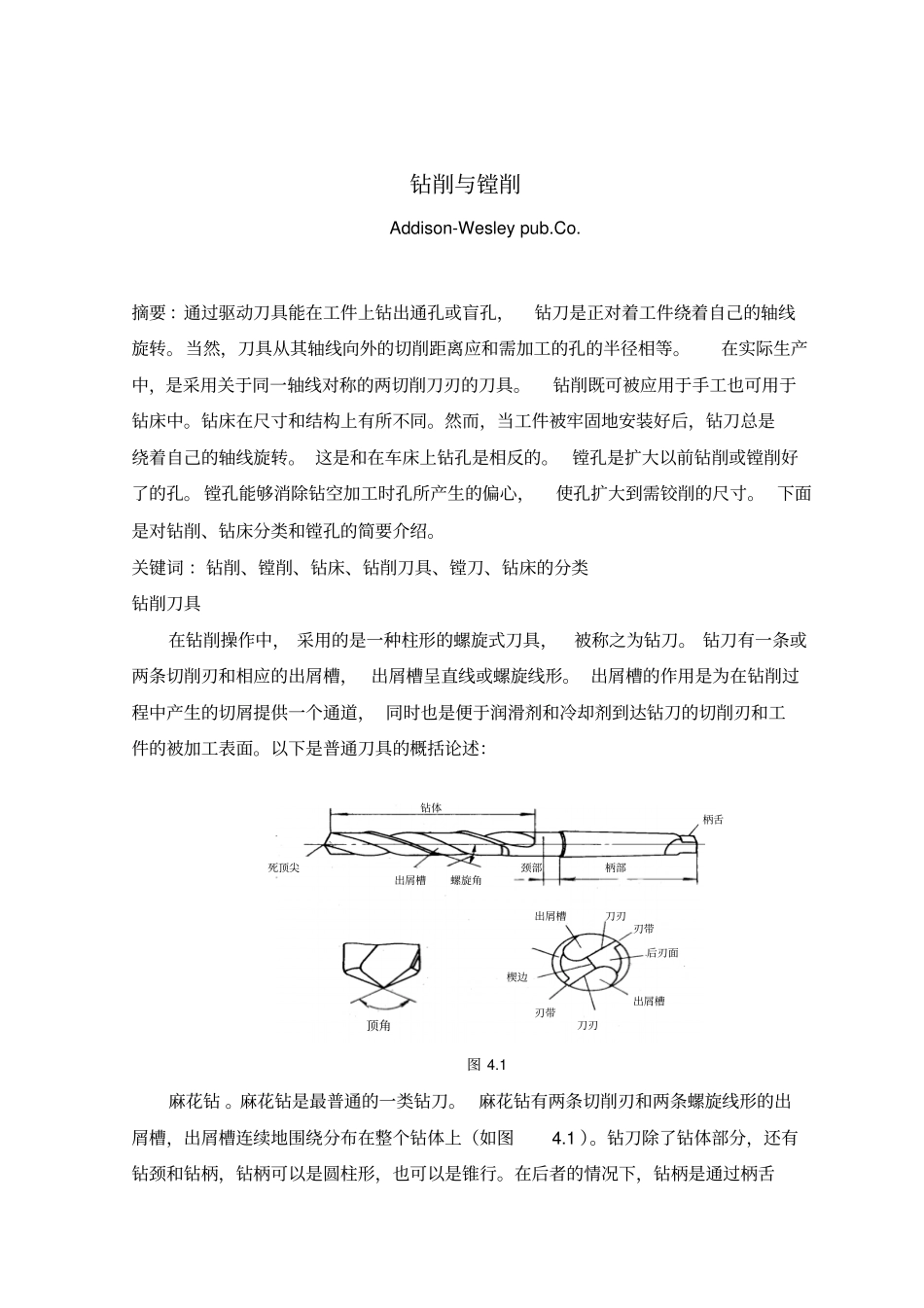
以下是普通刀具的概括论述:图 4
麻花钻是最普通的一类钻刀
麻花钻有两条切削刃和两条螺旋线形的出屑槽,出屑槽连续地围绕分布在整个钻体上(如图4
钻刀除了钻体部分,还有钻颈和钻柄,钻柄可以是圆柱形,也可以是锥行
在后者的情况下,钻柄是通过柄舌钻体顶角楔边死顶尖出屑槽螺旋角颈部柄部出屑槽刀刃刃带后刃面出屑槽刀刃刃带柄舌1 的楔形作用安装在主轴的锥形钻套中,柄舌是安装在主轴钻套的狭槽中,这样钻刀和主轴形成一个整体来传递旋转运动
在另一方面,圆柱形钻柄是被安装在钻夹头里,然后,以安装锥形钻柄的方法将其安装进主轴的钻套中
1 可以看出,两条切削边被称为刀刃,两条切削刃是通过楔子连接在一起
麻花钻还有两条刃带, 其能在钻削操作中对刀具起正确的导向和定位的作用
两条刀刃形成钻刀的顶角, 顶角大小的选择是依据被加工材料的