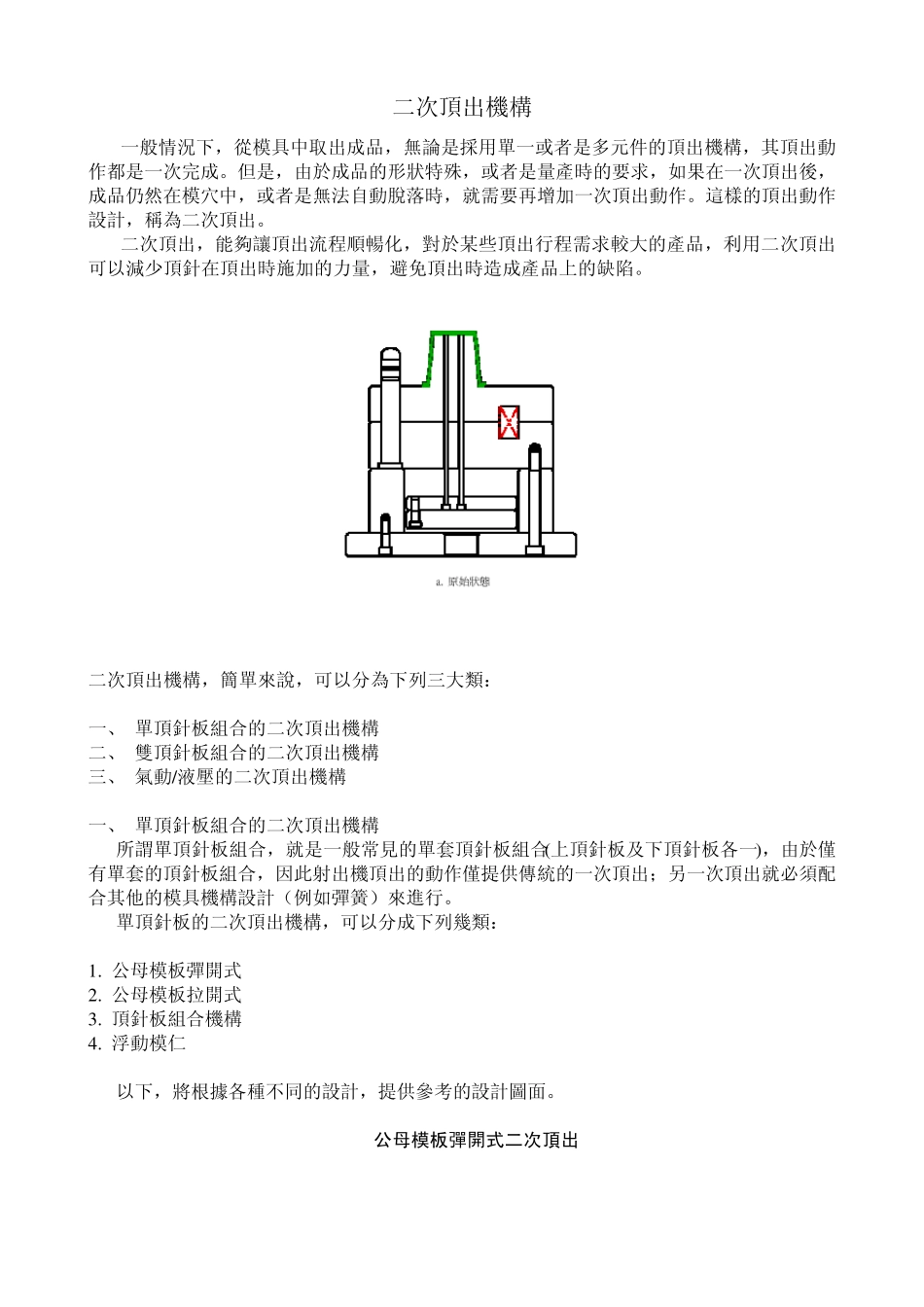
二次頂出機構 一般情況下,從模具中取出成品,無論是採用單一或者是多元件的頂出機構,其頂出動作都是一次完成
但是,由於成品的形狀特殊,或者是量產時的要求,如果在一次頂出後,成品仍然在模穴中,或者是無法自動脫落時,就需要再增加一次頂出動作
這樣的頂出動作設計,稱為二次頂出
二次頂出,能夠讓頂出流程順暢化,對於某些頂出行程需求較大的產品,利用二次頂出可以減少頂針在頂出時施加的力量,避免頂出時造成產品上的缺陷
二次頂出機構,簡單來說,可以分為下列三大類: 一、 單頂針板組合的二次頂出機構 二、 雙頂針板組合的二次頂出機構 三、 氣動/液壓的二次頂出機構 一、 單頂針板組合的二次頂出機構 所謂單頂針板組合,就是一般常見的單套頂針板組合(上頂針板及下頂針板各一),由於僅有單套的頂針板組合,因此射出機頂出的動作僅提供傳統的一次頂出;另一次頂出就必須配合其他的模具機構設計(例如彈簧)來進行
單頂針板的二次頂出機構,可以分成下列幾類: 1
公母模板彈開式 2
公母模板拉開式 3
頂針板組合機構 4
浮動模仁 以下,將根據各種不同的設計,提供參考的設計圖面
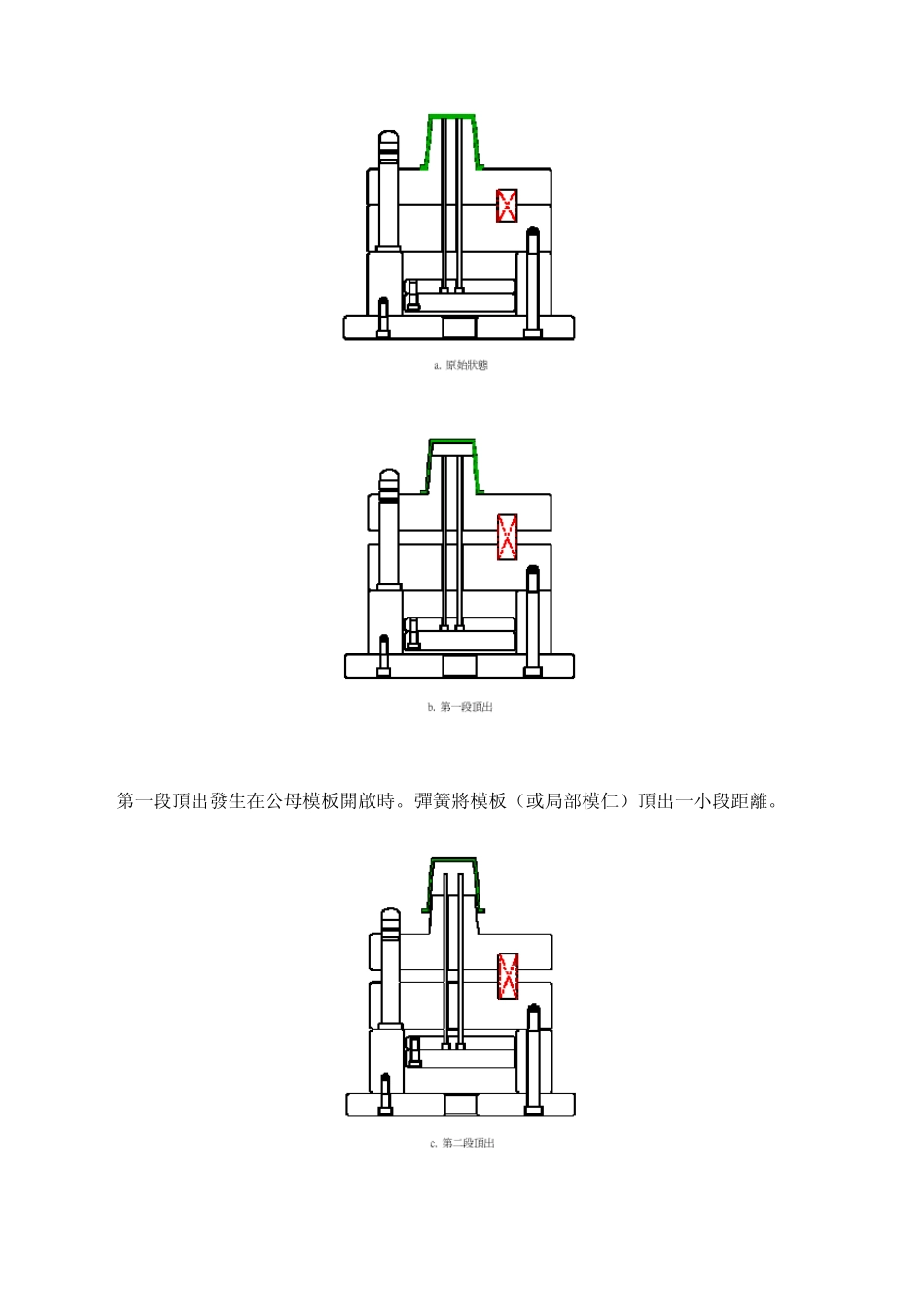
公母模板彈開式二次頂出 第一段頂出發生在公母模板開啟時
彈簧將模板(或局部模仁)頂出一小段距離
第二段頂出由頂針板作動,利用頂針將產品頂離模穴
利用彈簧完成二次頂出,在模具結構上是最簡單的方法,需要額外加工的部分也很少
但是,彈簧的缺點(彈性疲乏),也是這種頂出方式的缺點
隨時注意彈簧是否能夠順利動作,以及檢查第一段頂出的頂出行程,是避免模具機構失效的安全措施
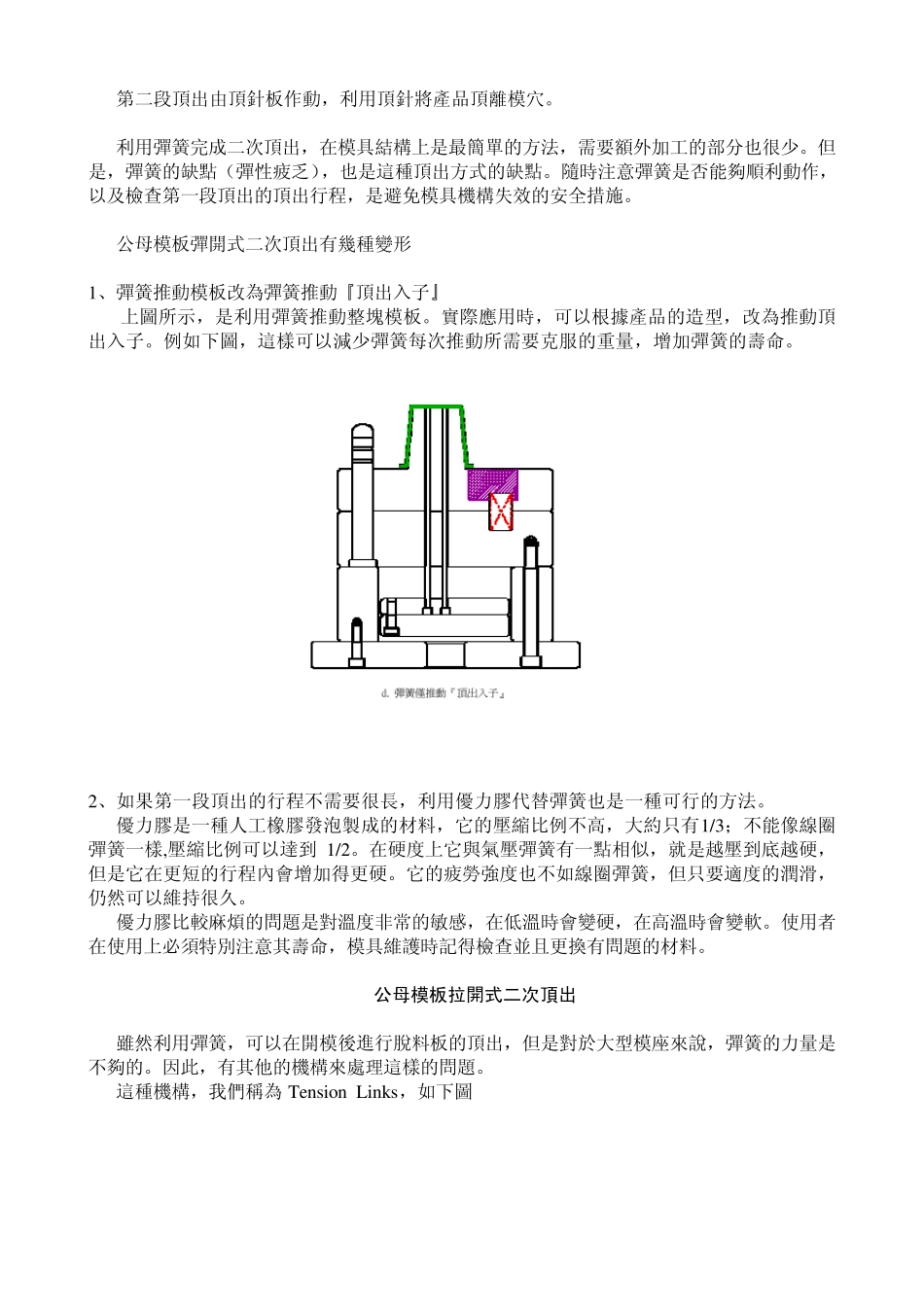
公母模板彈開式二次頂出有幾種變形 1、彈簧推動模板改為彈簧推動『頂出入子』 上圖所示,是利用彈簧推動整塊模板
實際應用時,可以根據產品的造型,改為推動頂出入子
例如下圖,這樣可以減少彈簧每次推動所需要克服的重量,增加彈簧的壽命
2、如果第一段頂出的行程