塑料注塑模具--浇口类型 塑料注塑模具选择浇口类型和选择最佳的浇口尺寸以及浇口位置一样重要
浇口类型可分为人工和自动去除式浇口
人工去除式浇口 人工去除式浇口主要是指那些要求操作者在进行制件再加工时将其与流道分离
使用人工去除式浇口的原因有: 浇口体积过大,以至于当模具打开时无法从制件处剪切
一些剪切敏感的材料(如PVC)不能存在高剪切率,从而不能应用自动去除式浇口设计
在穿过较宽处的时候,为了保证流动分布的同时性,以达到特定的分子纤维排列,通常不使用自动浇口去除方式
型腔的人工去除式浇口类型包括: 注道式浇口 边缘浇口 凸片浇口 重叠式浇口 扇形浇口 薄膜浇口 隔膜浇口 外环浇口 轮辐或多点浇口 自动去除式浇口 自动去除式浇口的特点是,在打开制模模具顶出制件的过程中,可以切断或剪切浇口
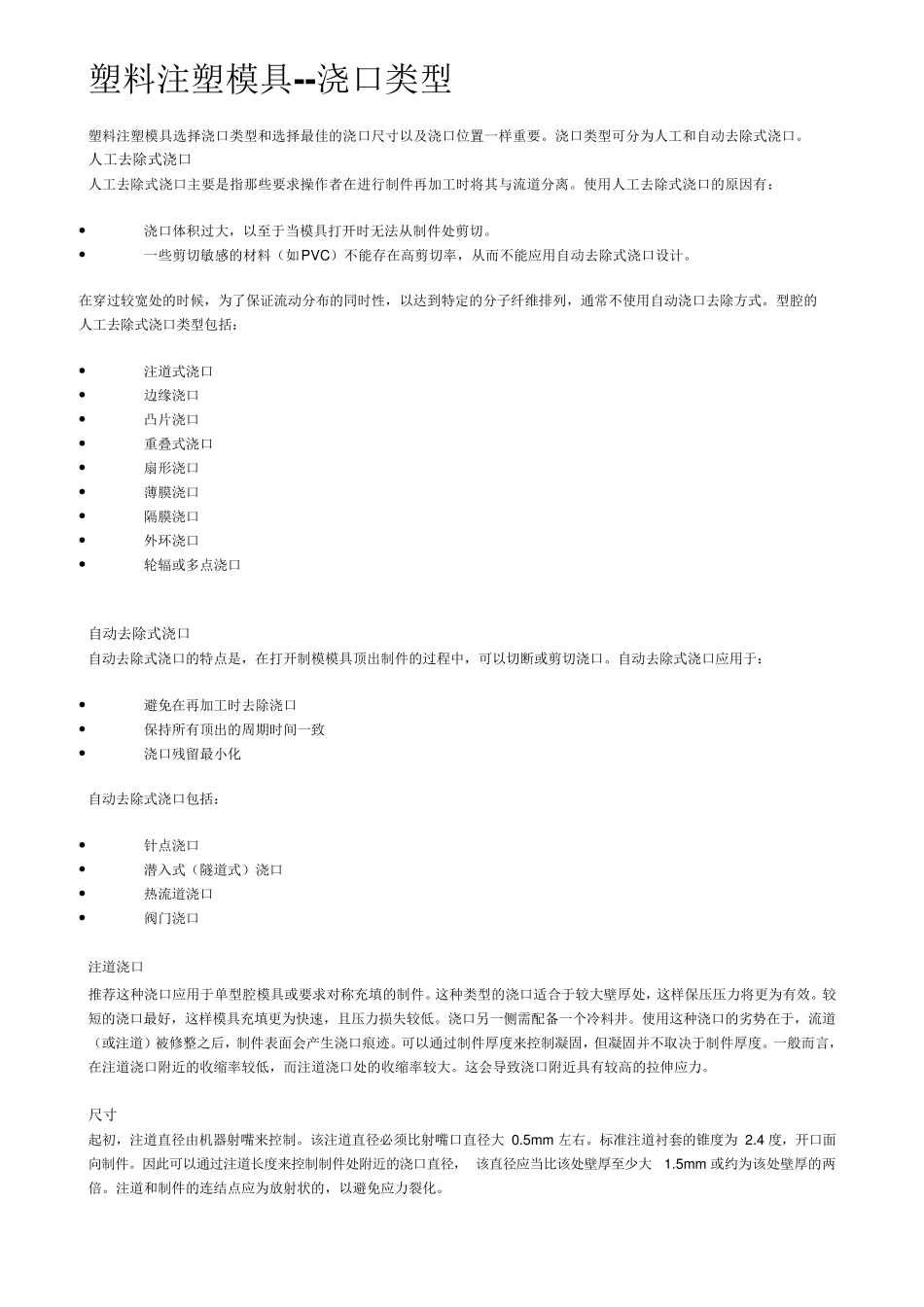
自动去除式浇口应用于: 避免在再加工时去除浇口 保持所有顶出的周期时间一致 浇口残留最小化 自动去除式浇口包括: 针点浇口 潜入式(隧道式)浇口 热流道浇口 阀门浇口 注道浇口 推荐这种浇口应用于单型腔模具或要求对称充填的制件
这种类型的浇口适合于较大壁厚处,这样保压压力将更为有效
较短的浇口最好,这样模具充填更为快速,且压力损失较低
浇口另一侧需配备一个冷料井
使用这种浇口的劣势在于,流道(或注道)被修整之后,制件表面会产生浇口痕迹
可以通过制件厚度来控制凝固,但凝固并不取决于制件厚度
一般而言,在注道浇口附近的收缩率较低,而注道浇口处的收缩率较大
这会导致浇口附近具有较高的拉伸应力
尺寸 起初,注道直径由机器射嘴来控制
该注道直径必须比射嘴口直径大 0
5m m 左右
标准注道衬套的锥度为 2
4 度,开口面向制件
因此可以通过注道长度来控制制件处附近的浇口直径, 该直径应当比该处壁厚至少大 1