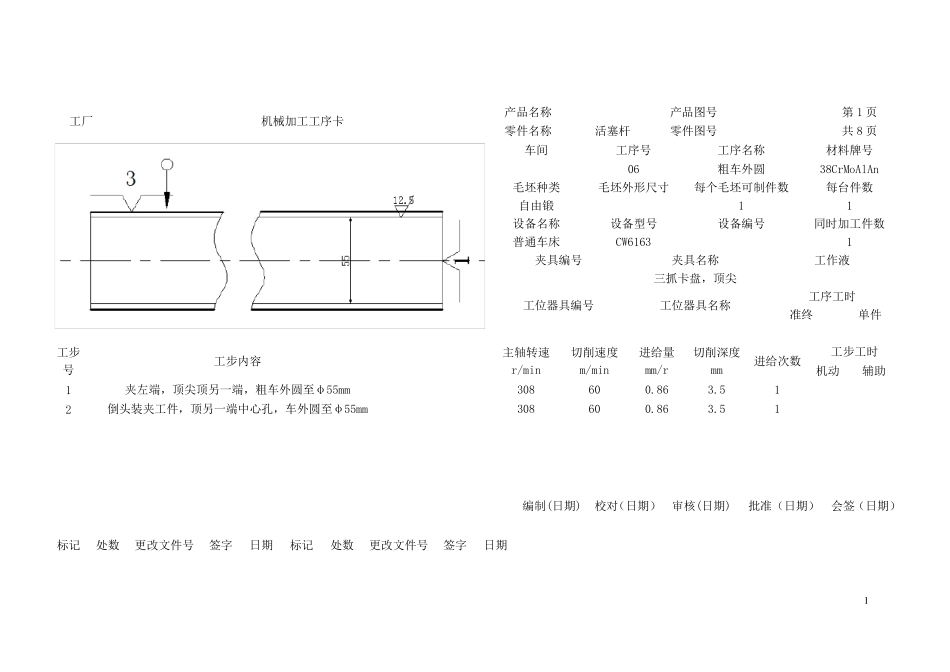
1 工厂 机械加工工序卡 产品名称 产品图号 第1 页 零件名称 活塞杆 零件图号 共8 页 车间 工序号 工序名称 材料牌号 06 粗车外圆 38CrMoAlAn 毛坯种类 毛坯外形尺寸 每个毛坯可制件数 每台件数 自由锻 1 1 设备名称 设备型号 设备编号 同时加工件数 普通车床 CW6163 1 夹具编号 夹具名称 工作液 三抓卡盘,顶尖 工位器具编号 工位器具名称 工序工时 准终 单件 工步号 工步内容 主轴转速 r/min 切削速度 m/min 进给量 mm/r 切削深度mm 进给次数 工步工时 机动 辅助 1 夹左端,顶尖顶另一端,粗车外圆至φ55mm 308 60 0
5 1 2 倒头装夹工件,顶另一端中心孔,车外圆至φ55mm 308 60 0
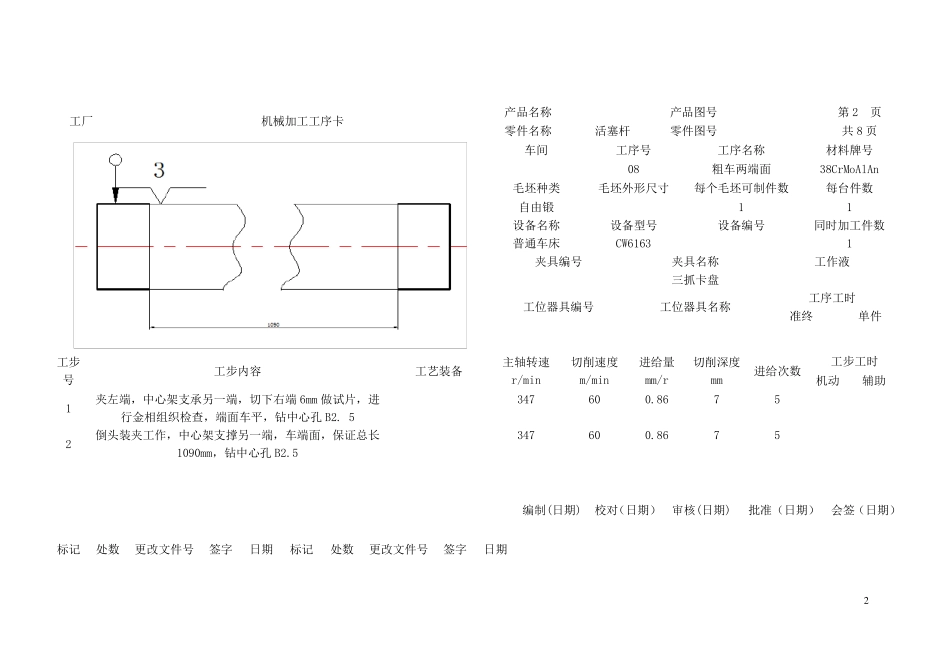
5 1 编制(日期) 校对(日期) 审核(日期) 批准(日期) 会签(日期) 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期 2 工厂 机械加工工序卡 产品名称 产品图号 第2 页 零件名称 活塞杆 零件图号 共8 页 车间 工序号 工序名称 材料牌号 08 粗车两端面 38CrMoAlAn 毛坯种类 毛坯外形尺寸 每个毛坯可制件数 每台件数 自由锻 1 1 设备名称 设备型号 设备编号 同时加工件数 普通车床 CW6163 1 夹具编号 夹具名称 工作液 三抓卡盘 工位器具编号 工位器具名称 工序工时 准终 单件 工步号 工步内容 工艺装备 主轴转速 r/min 切削速度 m/min 进给量 mm/r 切削深度mm 进给次数 工步工时 机动 辅助 1 夹左端,中心架支承另一端,切下右端6mm 做试片,进行金相组织检查,端面车平,钻中心孔 B2
5 347 60 0
86 7 5 2 倒头装夹工作,中心架支撑另一端,车端面,保证总长1090mm,钻中心孔 B2