流延聚丙烯薄膜生产工艺 流延薄膜 (Cast film)是通过熔体流延骤冷生产的一种无拉伸 、非定向的平挤薄膜膜
与吹膜相比,其特点是生产速度快,产量高,薄膜透明性 、光泽性、厚度均匀性良好 ,各向性能平衡性优异
同时,由于是平挤薄膜,后续工序如印刷 、复合等极为方便 , 因而广泛的应用于纺织品、鲜花 、食品 、 日用品的包装
聚丙烯薄膜占世界 PP 总消费量的20%,是仅次于注塑、纤维(包括扁丝)的第三大应用产品,我国 PP 薄膜占 PP 消费结构份额相对低,仅为 10%左右
聚丙烯薄膜按制法、性能和不同用途可分为流延聚丙烯(CPP)薄膜、吹胀聚丙烯(IPP)薄膜和双向拉伸聚丙烯(BOPP)薄膜三种
流延聚丙烯薄膜(CPP)是以流延未经取向的生产工艺而制成的薄膜,符合 GB/T 27740-2011 国家质量监督检验检疫总局标准,其具有生产能力大,厚薄均匀性好,透明度高,尺寸稳定,热封性能好等特点而被广泛的应用于塑料复合软包装领域
流延聚丙烯薄膜经印刷、制袋后可单独用于食品、服装、卫生纸巾、鲜花等等的外包装
除此之外,由于其优良的透明性、低的热封温度,也可以作为各种复合膜的基膜使用,如:与 PET 薄膜、BOPP 薄膜等进行复合,用于包装快餐类产品、茶叶等;与阻隔性树脂 EvoH、PA、PVDC 等通过粘合剂复合,来包装含油脂或汤汁类的食品
其它如高温、中温蒸煮膜,金属化膜即真空镀铝膜等也是其重要的应用领域
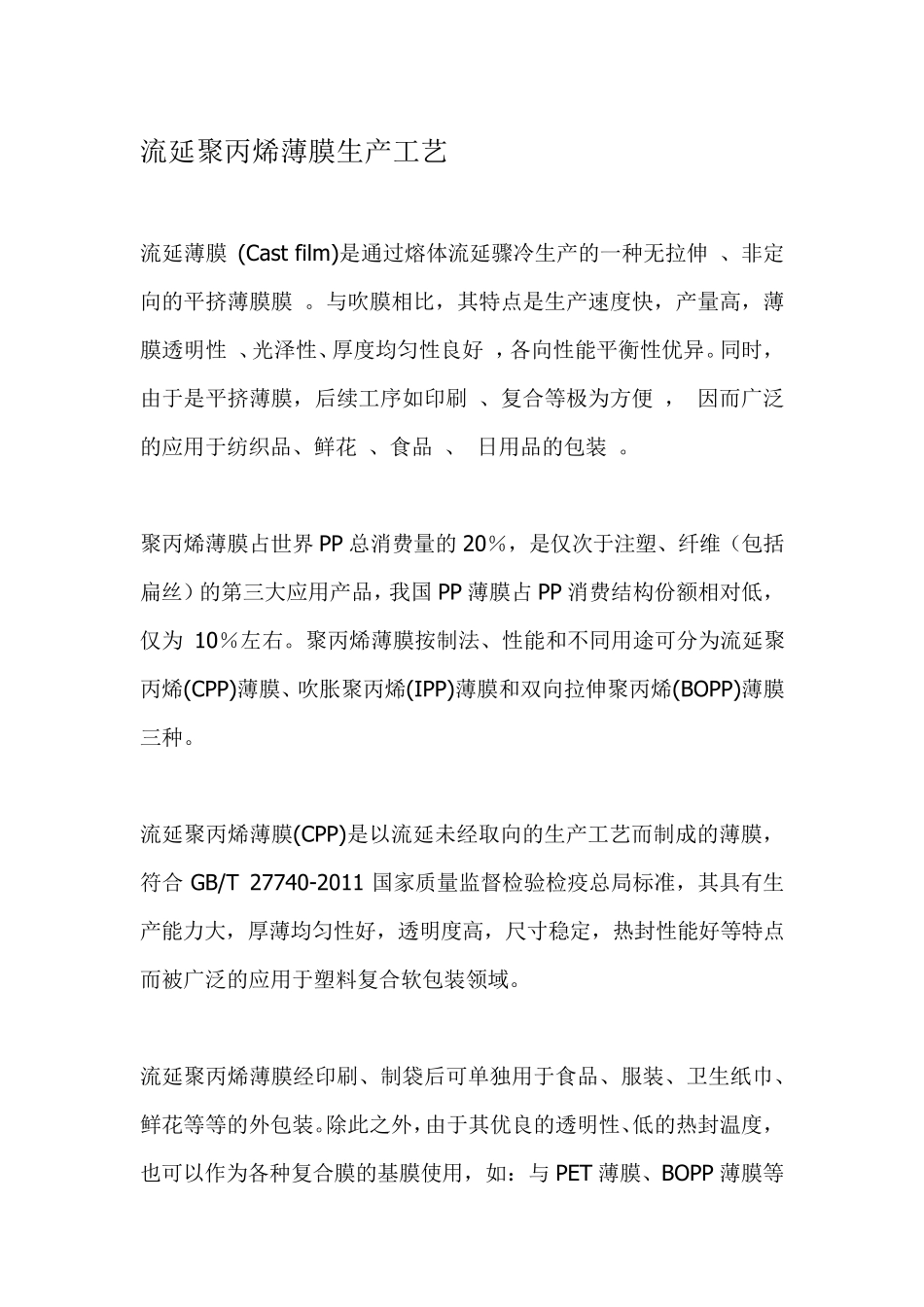
典型的薄膜性能见下表
表:CPP 薄膜性能 CPP 薄膜生产工艺 CPP 工艺一般采用T 型模头法,这种制法特点为: (1)平膜法省去管膜法的吹膜阶段,容易开车,废料少; (2)平膜法生产时,PP 分子排列有序,故有利于提高薄膜的透明性、光泽及厚薄均匀度,适合于高级包装; (3)平膜内设有特殊滞留槽,能与模隙成为一体,调整方便
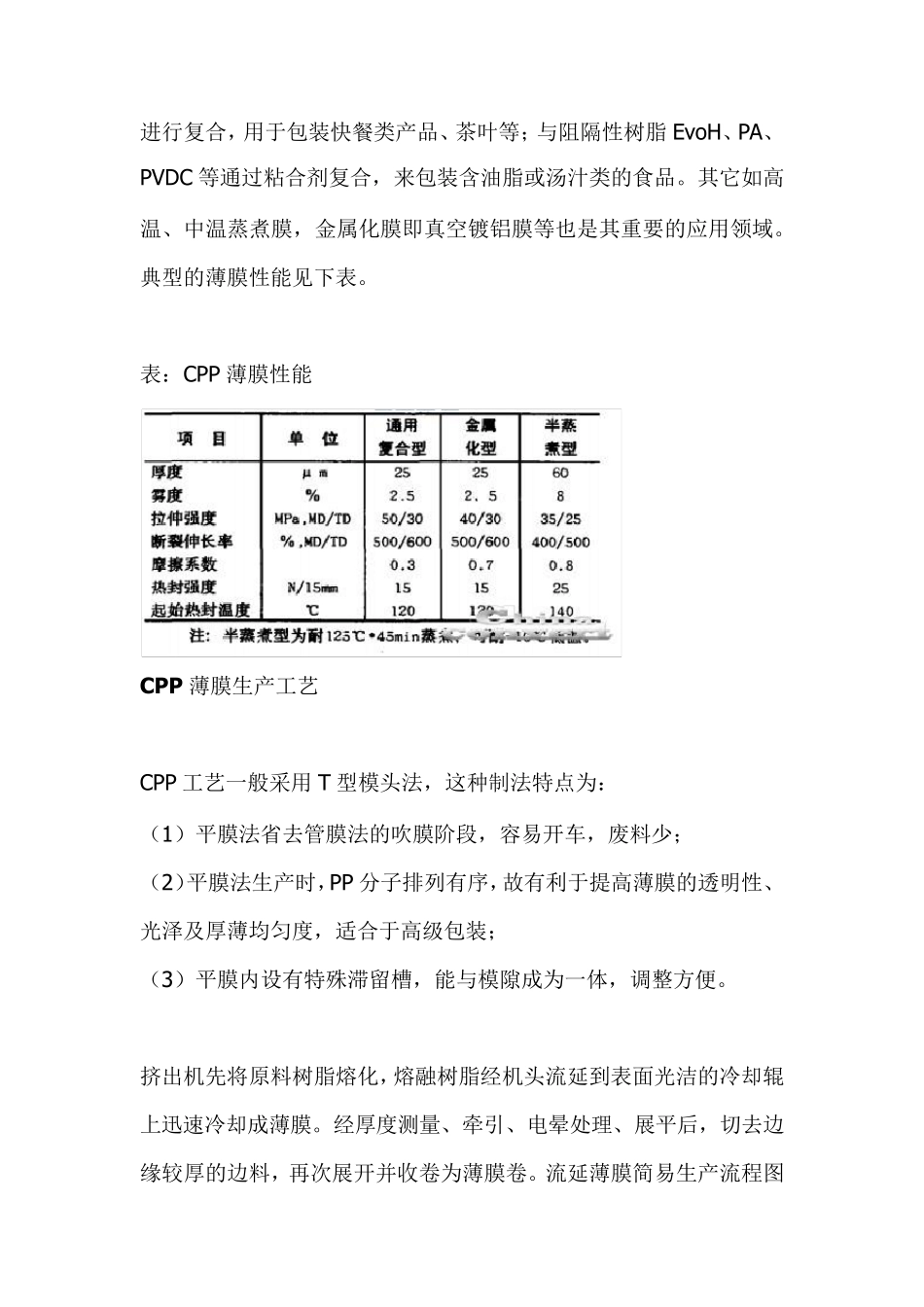
挤出机先将原料树脂熔化,熔