连接器生产过程控制计划PMP精华版1 / 12 过程控制计划 (五金 ) 02
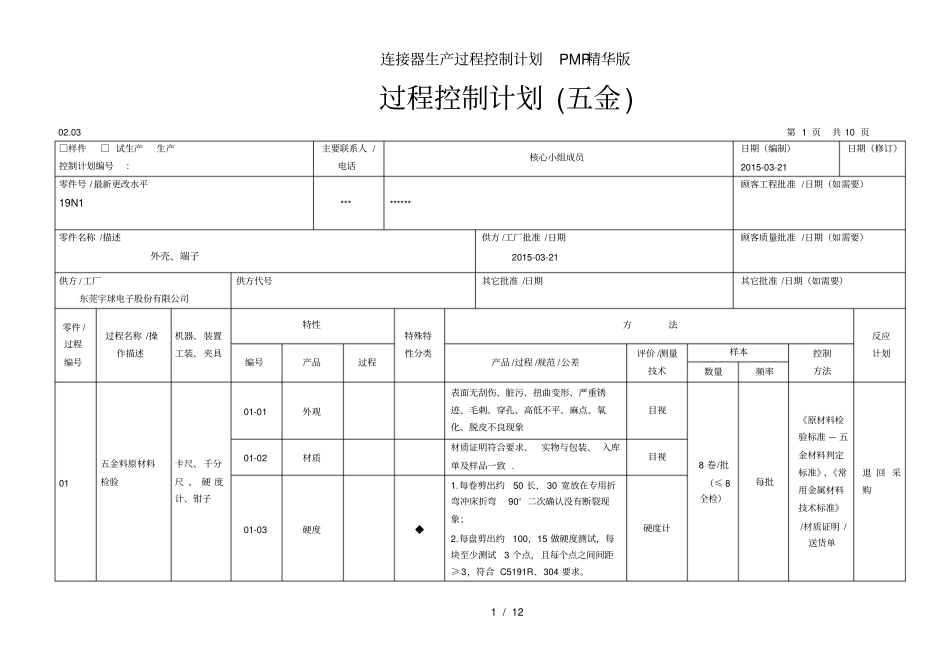
03 第 1 页共 10 页□样件□ 试生产生产控制计划编号:主要联系人 /电话核心小组成员日期(编制)2015-03-21 日期(修订)零件号 /最新更改水平19N1 *** ****** 顾客工程批准 /日期(如需要)零件名称 /描述外壳、端子供方 /工厂批准 /日期2015-03-21 顾客质量批准 /日期(如需要)供方 /工厂东莞宇球电子股份有限公司供方代号其它批准 /日期其它批准 /日期(如需要)零件 / 过程编号过程名称 /操作描述机器、 装置工装、 夹具特性特殊特性分类方法反应计划编号产品过程产品 /过程 /规范 /公差评价 /测量技术样本控制方法数量频率01 五金料原材料检验卡尺、 千分尺 、 硬 度计、钳子01-01 外观表面无刮伤、脏污、扭曲变形、严重锈迹、毛刺、穿孔、高低不平、麻点、氧化、脱皮不良现象目视8 卷/批(≤ 8全检)每批《原材料检验标准 — 五金材料判定标准》、《常用金属材料技术标准》/材质证明 /送货单退 回 采购01-02 材质材质证明符合要求、实物与包装、 入库单及样品一致
目视01-03 硬度◆1
每卷剪出约50 长, 30 宽放在专用折弯冲床折弯90° 二次确认没有断裂现象;2
每盘剪出约100,15 做硬度测试,每块至少测试3 个点,且每个点之间间距≥ 3,符合 C5191R、304 要求
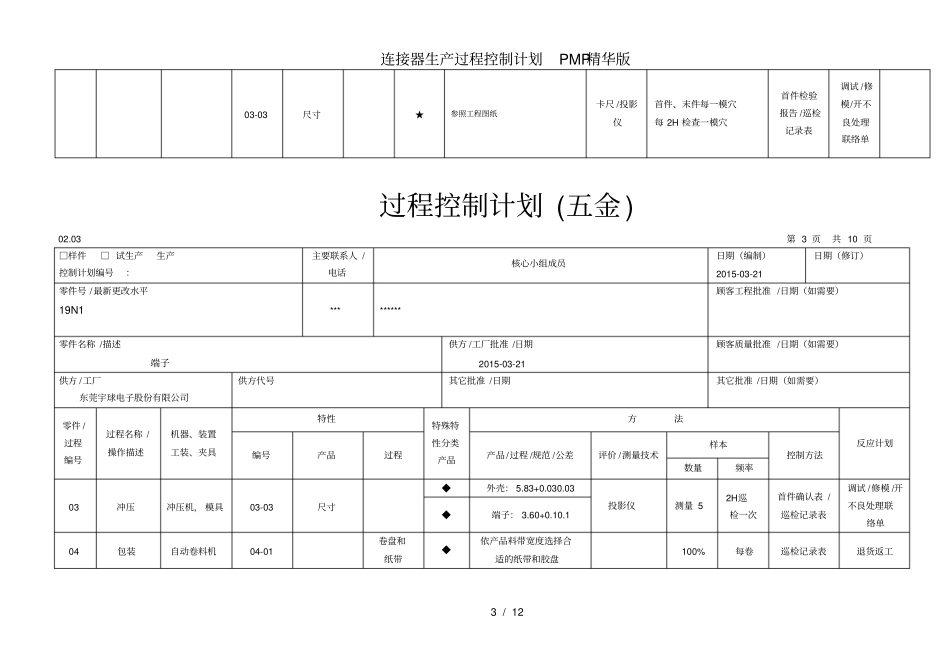
硬度计连接器生产过程控制计划PMP精华版2 / 12 01-04 厚度 /宽度◆外壳厚度 0
15 、端子厚度0
15 、宽度依采购单检验
千分尺 /卷尺过程控制计划 (五金 ) 02
03 第 2 页共 10 页□样件□ 试生产生产控制计划编号:主要联系人 /电话核心小组成员日期(编制)2015-03-21 日期(修订)零件号 /最新更改水平19N1 ***