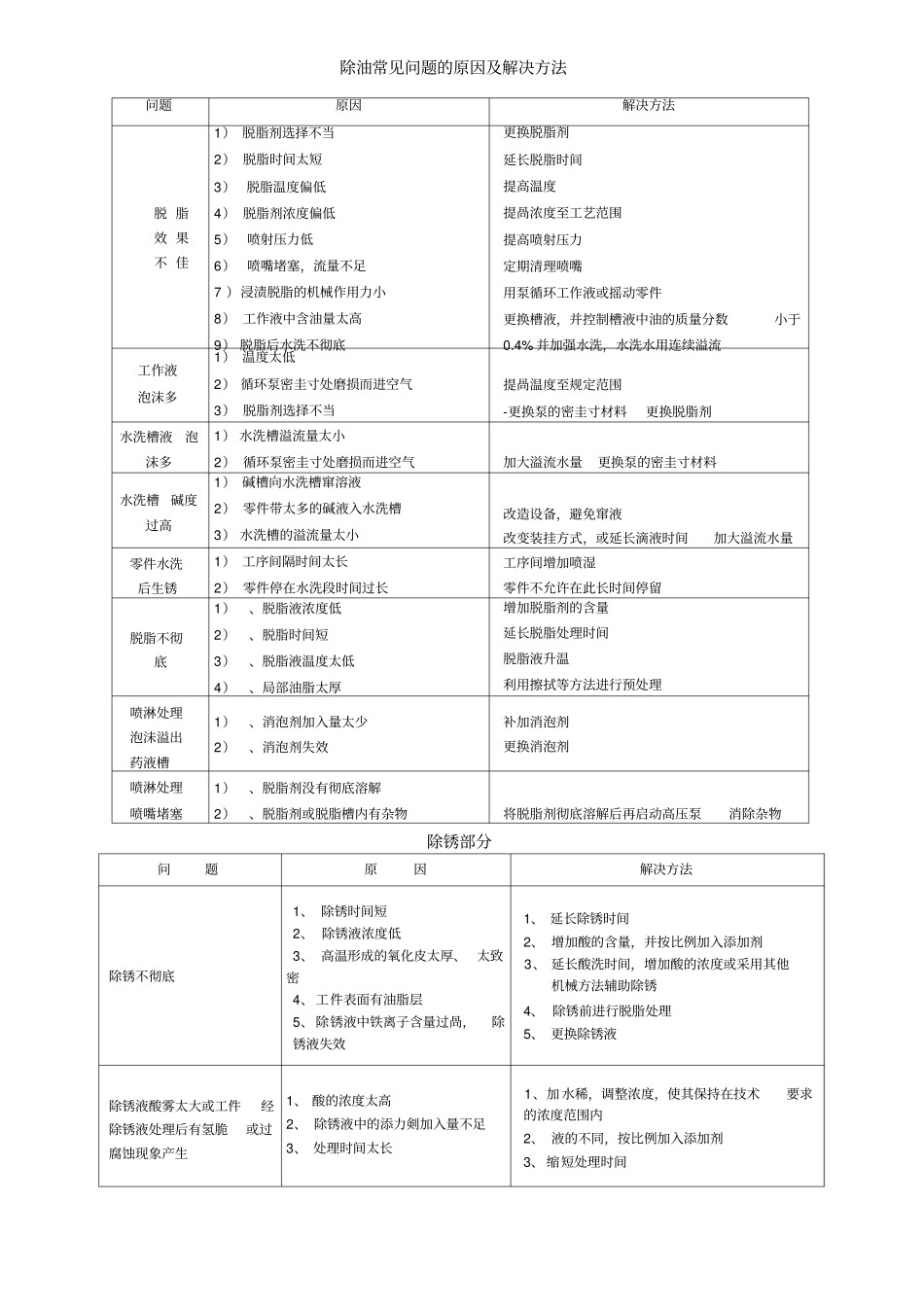
除油常见问题的原因及解决方法问题原因解决方法脱 脂效 果不 佳1) 脱脂剂选择不当2) 脱脂时间太短3)脱脂温度偏低4) 脱脂剂浓度偏低5)喷射压力低6)喷嘴堵塞,流量不足7 )浸渍脱脂的机械作用力小8) 工作液中含油量太高9) 脱脂后水洗不彻底更换脱脂剂延长脱脂时间提高温度提咼浓度至工艺范围提高喷射压力定期清理喷嘴用泵循环工作液或摇动零件更换槽液,并控制槽液中油的质量分数小于0
4% 并加强水洗,水洗水用连续溢流工作液泡沫多1) 温度太低2) 循环泵密圭寸处磨损而进空气3) 脱脂剂选择不当提咼温度至规定范围-更换泵的密圭寸材料更换脱脂剂水洗槽液泡沫多1) 水洗槽溢流量太小2) 循环泵密圭寸处磨损而进空气加大溢流水量更换泵的密圭寸材料水洗槽碱度过高1) 碱槽向水洗槽窜溶液2) 零件带太多的碱液入水洗槽3) 水洗槽的溢流量太小改造设备,避免窜液改变装挂方式,或延长滴液时间加大溢流水量零件水洗后生锈1) 工序间隔时间太长2) 零件停在水洗段时间过长工序间增加喷湿零件不允许在此长时间停留脱脂不彻底1)、脱脂液浓度低2)、脱脂时间短3)、脱脂液温度太低4)、局部油脂太厚增加脱脂剂的含量延长脱脂处理时间脱脂液升温利用擦拭等方法进行预处理喷淋处理泡沬溢出药液槽1)、消泡剂加入量太少2)、消泡剂失效补加消泡剂更换消泡剂喷淋处理喷嘴堵塞1)、脱脂剂没有彻底溶解2)、脱脂剂或脱脂槽内有杂物将脱脂剂彻底溶解后再启动高压泵消除杂物除锈部分问题原因解决方法除锈不彻底1、 除锈时间短2、 除锈液浓度低3、 高温形成的氧化皮太厚、 太致密4、工件表面有油脂层5、除锈液中铁离子含量过咼,除锈液失效1、 延长除锈时间2、 增加酸的含量,并按比例加入添加剂3、 延长酸洗时间,增加酸的浓度或采用其他机械方法辅助除锈4、 除锈前进行脱脂处理5、 更换除锈液除锈液酸雾太大或工件经除锈液处理后有氢脆或过腐蚀现象产生